Профилегиб из швеллера своими руками
Во время строй работ часто употребляются изделия из металаа. В большинстве случаев они устанавливаются на прямолинейных участках, потому заморочек не появляется. Но, бывают случаи, когда конструкция имеет искривленную форму, тогда возникает необходимость согнуть трубу (к примеру, профиль для устройства теплицы) под определенным углом. На производстве данный процесс происходит с помощью проф трубогибов. Но при личном строительстве, когда необходимо провести маленькой скоп задач, нет необходимости брать драгоценное устройство. В данном случае можно сделать простой профилегиб своими руками либо приобрести ручной трубогиб с наименьшим количеством функций. Обо все этом подробнее дальше.
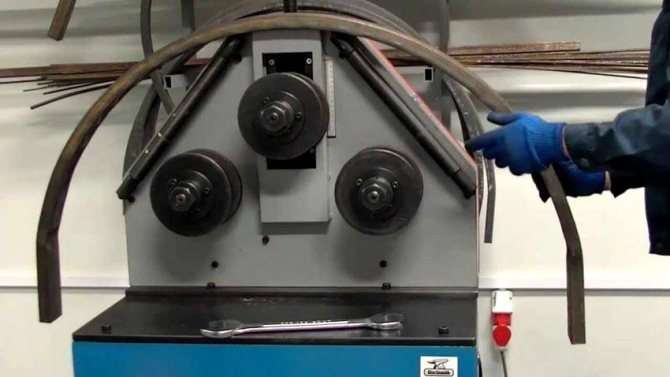
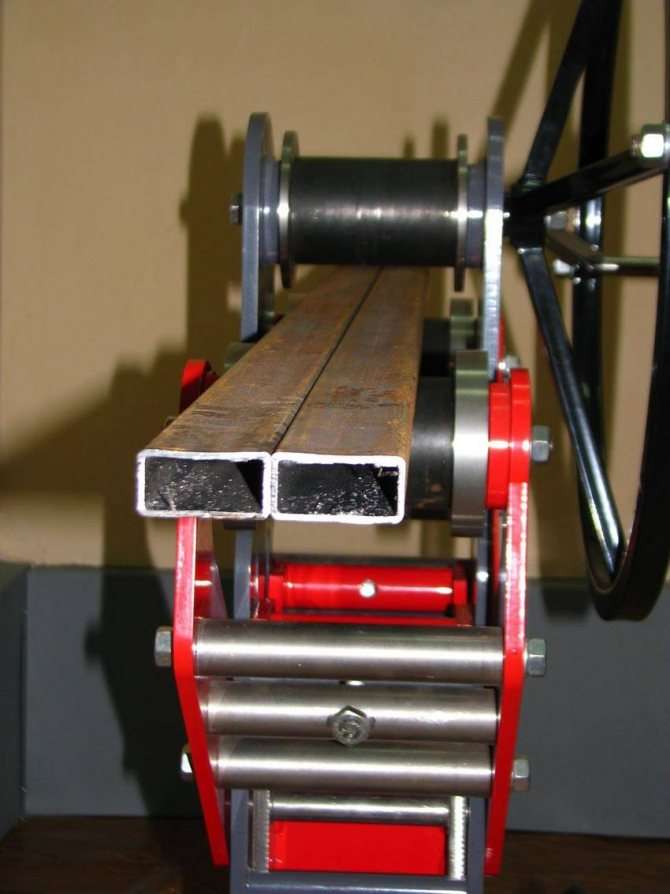
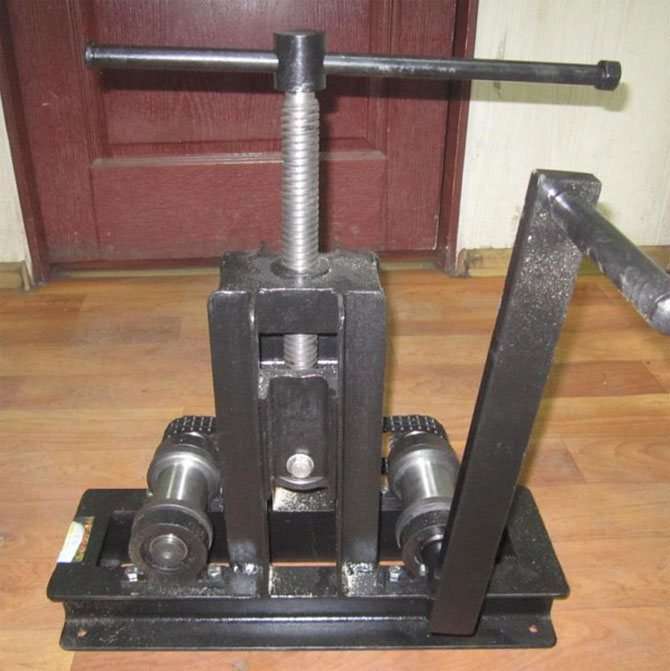
 Простой трубогибочный станок
Простой трубогибочный станок
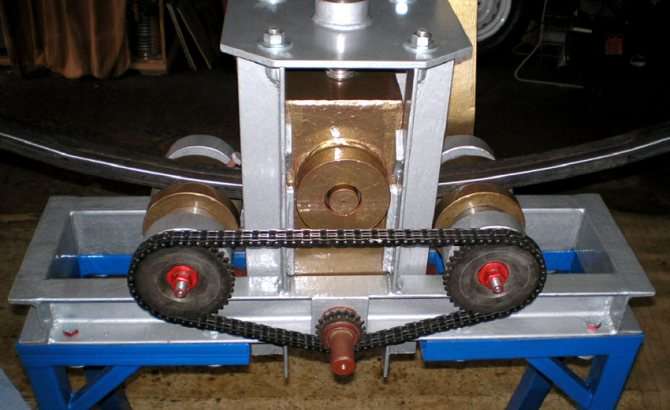
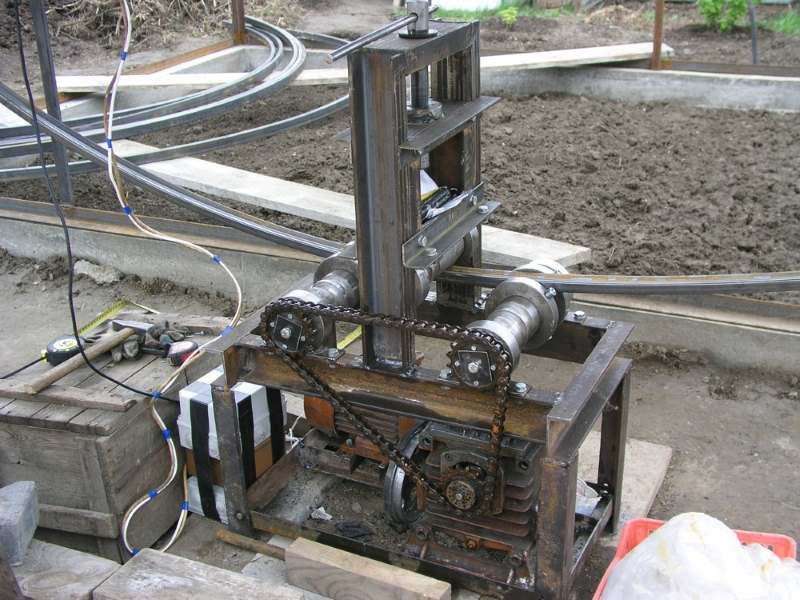
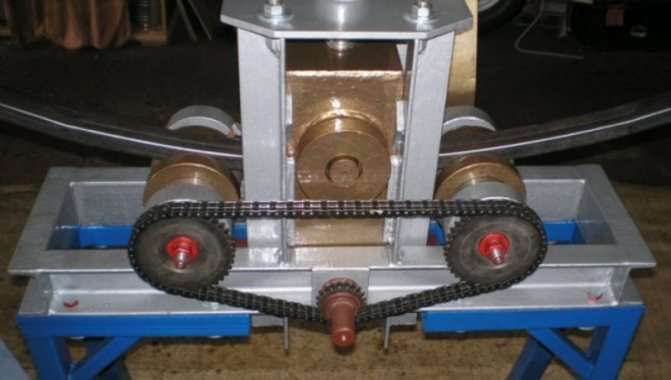
 Конструктивно непростой профилегиб, изготовленный своими руками
Конструктивно непростой профилегиб, изготовленный своими руками
Разработка производства профилегиба
Профилегибочный станок можно сделать своими руками при применении подручных материалов. К особенностям изготавливаемой конструкции можно отнести последующие моменты:
- Мощная пластинка может применяться в качестве основания. При разработке простейшей конструкции на пластинку наваривается два уголка, которые выступают в качестве направляющих. В вебе также можно повстречать чертежи, которые предугадывают применение дерева. Стоит учесть, что профилегиб с основанием из дерева не сумеет выдержать суровое механическое воздействие. Вот поэтому, если станок будет применяться для гибки железного профиля, то следует использовать в качестве главного материала железные пластинки и уголки большего сечения.
- Проводится крепление вспомогательных роликов, которые созданы для фиксирования заготовки. Рекомендуется проводить крепление роликов через болты, под которые в уголках создаются отверстия. За счет внедрения болтов можно будет регулировать расстояние меж 2-мя роликами, изменяя радиус гибки. Наладка станка может проводиться в течение недлинного промежутка времени.
- К нижней части используемой пластинки привариваются уголки. Они созданы для существенного роста жесткости основания. Следует провести крепление уголков в месте концентрации нагрузки. К данным уголкам также проводится крепление частей, которые будут применяться для фиксации устройства на основании.
- Для того чтоб сделать профилегиб своими руками, к верхним направляющим приваривается пластинка с отверстиями. Их диаметральный размер должен быть больше, чем сечение используемого винта для передачи усилия.
- Проводится установка рабочего винта, через который передается усилие. Схожий элемент, изготовленный своими руками, агрессивно соединяется с рабочим роликом, через который передается давление.
- В качестве привода применяется механизм, передающий физическое усилие. Примером можно именовать домкрат либо редуктор. При разработке ручки не следует забывать о том, что при увеличении длины ручки значительно увеличивается передаваемое усилие. Это связано с тем, что ручка применяется в качестве рычага. Электронный профилегиб сделать своим руками достаточно трудно, потому что требуется провести установку электродвигателя и понизить количество оборотов, увеличив передаваемое усилие. Для этого также может устанавливаться понижающий редуктор.
- Обычно, делаются ролики из подручных материала. Для этого употребляется труба определенного поперечника. Не считая этого, при изготовлении могут использовать дерево. Стоит учесть, что древесные ролики рассчитаны на относительно невысокую нагрузку. Потому подобные профилегибы могут применяться для гибки профиля из цветных металлов.
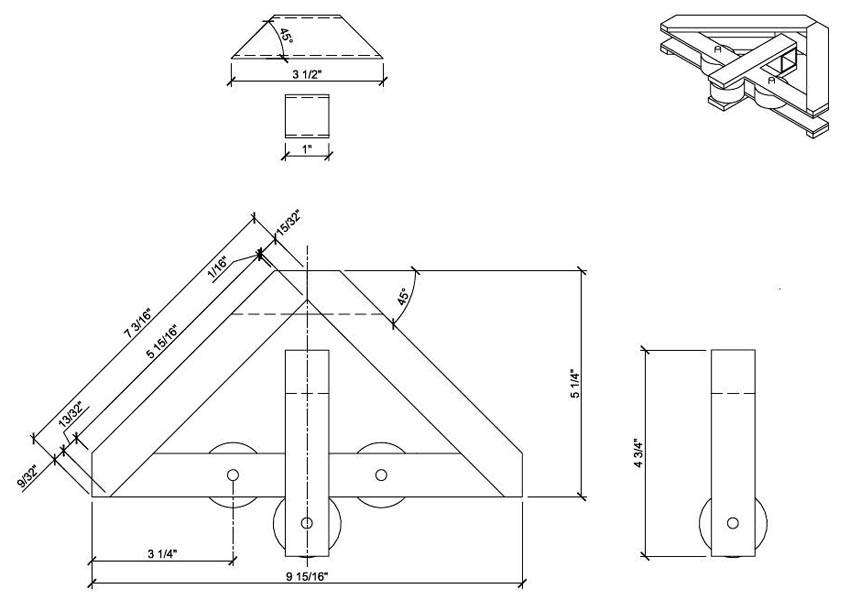
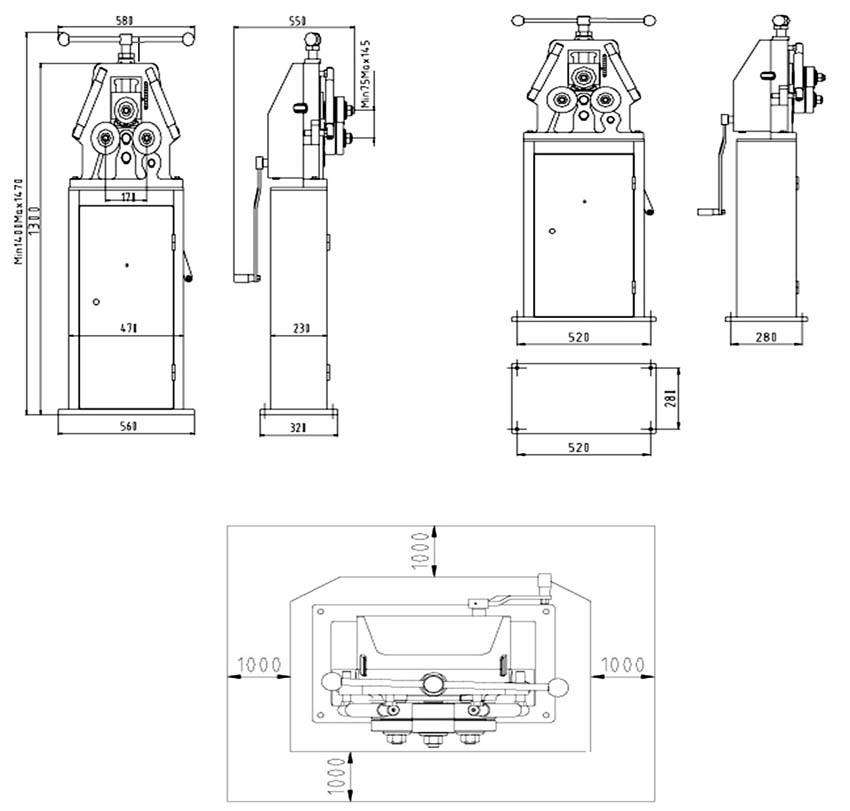
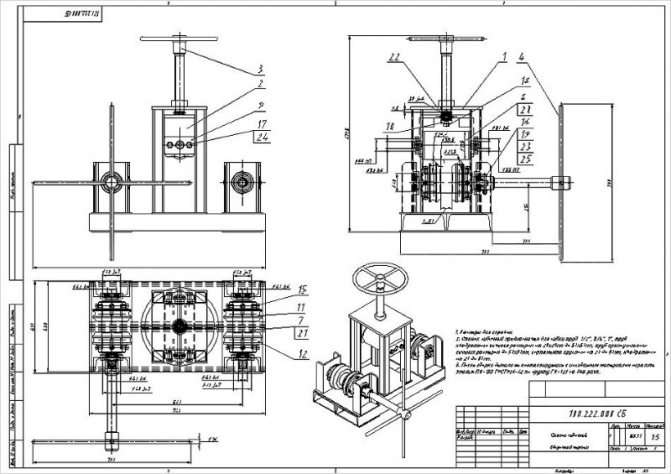 Чертеж профилегибочного станка
Чертеж профилегибочного станка
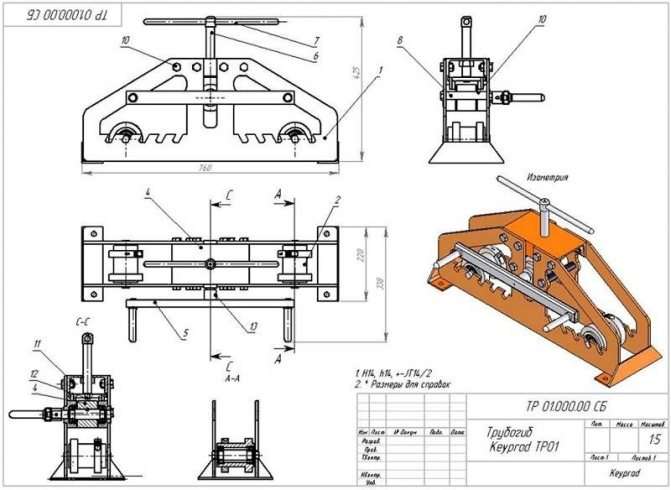 Схема профилегибочного станка
Схема профилегибочного станка
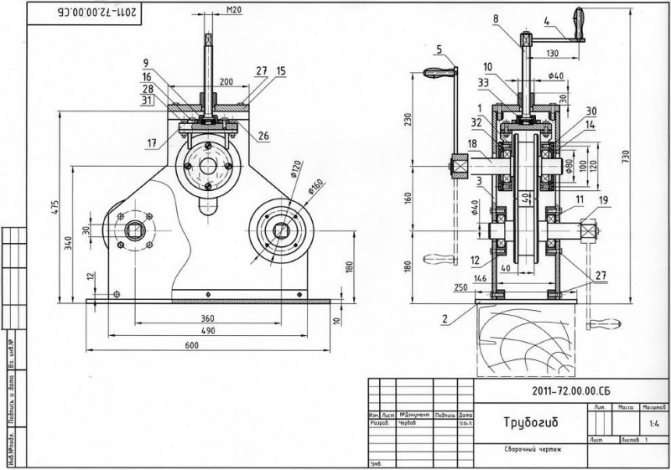 Чертеж профилегиба
Чертеж профилегиба
Профилегиб своими руками, чертежи которого можно повстречать в вебе, можно сделать только при наличии определенных материалов и инструментов. После сотворения конструкции можно сделать пробную гибку, после этого отрегулировать положение всех частей. Как все элементы были отрегулированы можно провести укрепление конструкции.





Начальный шаг
Чтоб установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого используют керн и отмечают, где будут размещаться болты. После чего подшипники убирают в сторону, а в отмеченных местах сверлят отверстия с помощью электронной дрели, используя сверло по металлу.
Размеры и положение боковых креплений на чертеже не отмечается, а выбирается по месту производства, эти характеристики зависят от размеров валов, которые готовы для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они созданы для постановки вала. Края отверстий крепят доп накладками, сделанными из железной полосы так, чтоб толщина прохода (стены) была 10 мм.
От швеллера отделяют болгаркой кусочек, равный ширине вала, его торцы сформировывают под 45?. Он нужен для того, чтоб сделать прижимающей узел. Собирают остов для крепления вала из верхней перекладины и 2-ух боковых стоек в виде буковкы П. Оставшийся швеллер используют для вырезания 2-ух отрезков по 50 см, чтоб сделать направляющую конструкцию.
Нужные инструменты и материалы
Для производства рассматриваемого устройства требуются определенные материалы и инструменты:
- Ролики для профилегиба можно сделать без помощи других либо приобрести. Обычно, при изготовлении роликов применяется сверхпрочная сталь, которая должна выдерживать давление. В качестве роликов могут употребляться валы. Ролики можно снять с других устройств.
- При изготовлении основания используются пластинки шириной 5-8 мм. Они созданы для принятия высочайшей нагрузки. Для усиления конструкции можно приобрести четыре уголка длиной 30 см.
- Усилие может передаваться с помощью специального механизма, например, редуктора. Сделать его своими руками достаточно трудно, но можно получить устройство из разбора. Не считая этого, большой известностью пользуются устройство для гибки из домкрата.
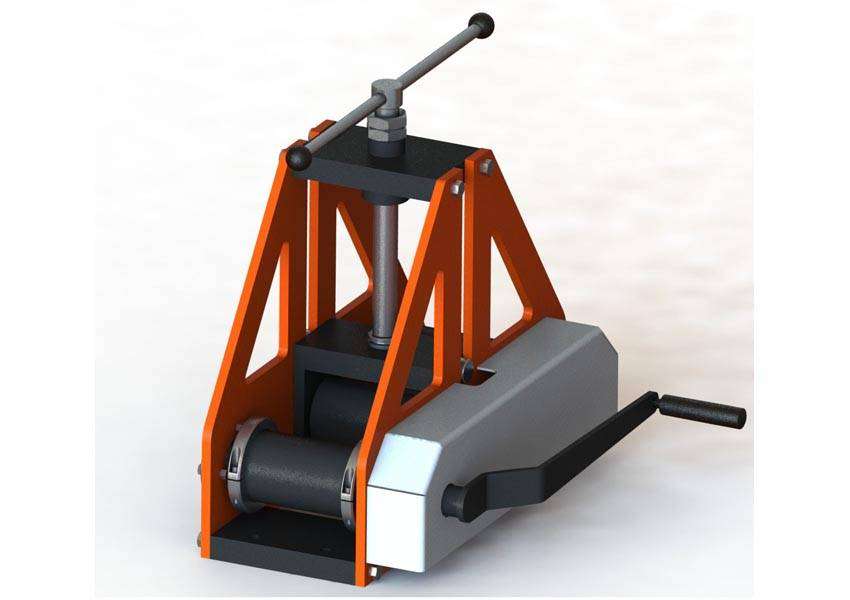
Самодельный профилегиб
Сделать станок своими руками можно только при наличии определенных инструментов:
- Сварочного аппарата. Для того чтоб сделать крепкую конструкцию соединение отдельных частей проводится при применении сварки. Этот способ соединения характеризуется высочайшей надежностью и прочностью.
- Болгарка. Для конфигурации длины и формы используемых материалов применяется способ механической обработки. Работать с металлом можно при применении особых кругов, созданных для работы со сталью.
- Разные измерительные приборы. Создаваемая конструкция обязана иметь четкие размеры, потому что в неприятном случае получить изделие с требуемыми показателями будет нереально.
- Ратфили либо шлифовальное оборудование. Стоит учесть, что при резке могут создаваться заусенцы и другие недостатки, которые требуют обработки при применении специального инструмента.
Куда труднее сделать устройство с электронным либо гидравлическим приводом.





Советы по разработке боковых сторон
Профиля относительно обычного сечения, к примеру, квадратного либо круглого (трубы) не требуют усложнения боковых плоскостей. В таком случае внешность производится плоской и ровненькой, а если гнут сложные сечения, то выбирают последующие решения:
- Круглая либо округлая форма прута диктует формирование на боковой плоскости ролика канавки либо типичного желоба с сечением соответственного вида.
- Для изгибания профиля прямоугольного либо квадратного сечения без выступающих полок боковую внешность дисков делают правильной прямоугольной формы с бортиками. При всем этом толщина диска выбирается с учетом того, что внешние размеры проката точно входят во внутреннее место меж бортами, которые крепко задерживают изделие.
- Если необходимо гнуть уголок так, что у приобретенной арки внутренняя сторона профиля будет снаружи (гнутье по внешней стороне), то поверхность рабочего диска производится плоской, но ставится борт для удерживания. Опорный диск делается с плоской внешностью, а диски сдвигаются один от другого на расстояние толщины полочки уголка.
- В случае гнутья уголка по внутренней стороне, рабочий ролик делается плоским, а борта предусмотрены на дисках стационарных валов.
- При изгибании швеллера ситуация практически подобна варианту с уголком. Гнутье по внешней стороне просит выполнения борта на плоскости рабочего ролика, при всем этом стационарные диски делают плоскими. Оборотное гнутье просит удерживающих бортов на опорных дисках, а рабочий делают с плоской внешностью.
- Для работы с двутавровой опорой поперечное боковое сечение рабочего и стационарных дисков делают по размеру таким, что соответствует внутреннему размеру меж полками профиля. Торцы дисков должны плотно помещаться снутри двутаврового профиля и предупреждать его деформацию.
- Чтоб сделать арку из двутавровой балки, в какой снизу и вверху будут полки (гнутье поперек полок), требуется выполнить сложную конфигурацию на боковых плоскостях ролика, при всем этом на опорном и передвигающемся ролике делают по два борта.
Профилегибочный агрегат, всеприменимый для всех видов профилей, сделать не получится. Вариантом для мастерской, которая предлагает гибочные услуги, станет изготовка отдельных комплектов из 3-х дисков, крепящихся к валам болтовым соединением и заменяющихся другими по мере надобности.
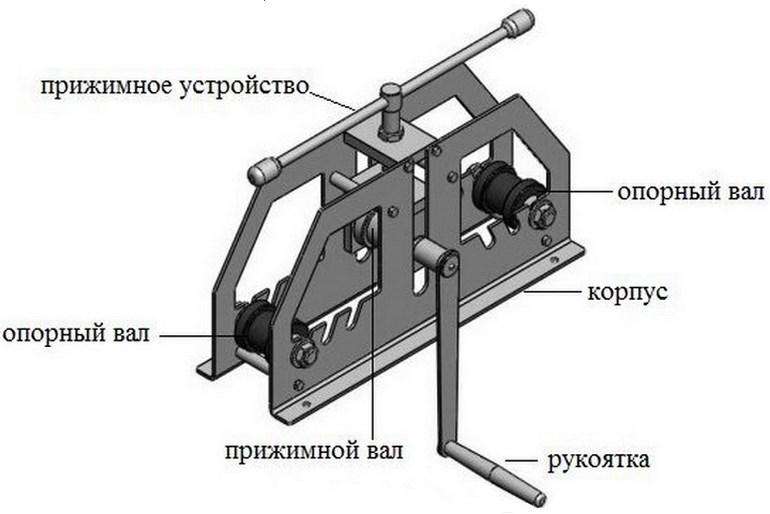
Конструкция профилегибочного станка
Самодельные гибочные станки могут изготавливаться только при применении чертежей. Подходящий чертеж профилегиба можно скачать в вебе. Разглядим устройство, которое создано для гибки заготовки прямоугольного либо квадратного сечения.
Схема профилегиба своими руками имеет последующие особенности:
- Главным элементом конструкции можно именовать три ролика, размеры которых могут быть самыми разными. Расстояние меж валами быть может самым разным, потому что они используются в качестве опоры. 3-ий валик применяется для передачи давления и формирования загиба.
- 3-ий валик имеет определенную свободу хода, который ограничивается особыми направляющими.
- Усилие передается через редуктор. Из-за этого механизма маленькое усилие может применяться для гибки заготовок из разных металлов с различным показателем площади сечения.

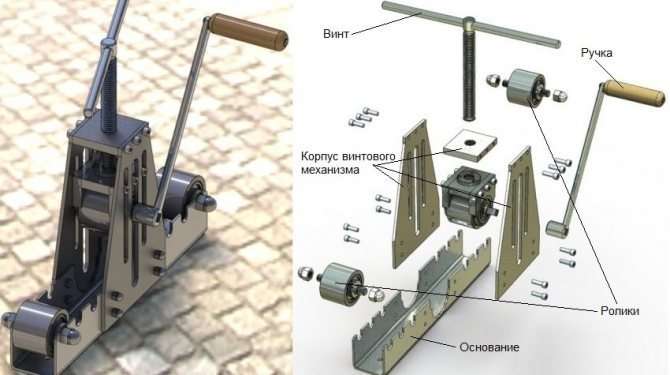
Конструкция профилегиба
Часть нагрузки через опоры передается на основание конструкции. Этот момент определяет то, что при изготовлении основания используются самые крепкие материалы.
Особенности чертежей
Перед тем как сделать профилегиб своими руками, чертежи, размеры просчитывают без помощи других либо берут из веба либо печатных изданий. В таком случае необходимо основательно разобраться в конструкции, потому что плохие схемы приведут к расшатыванию станины с течением времени и нарушению данных характеристик извива профиля. Время от времени неточно установленные валы содействуют выкручиванию профиля либо получению угловатого радиуса.
По готовым чертежам можно делать станину, располагать валы, укреплять направляющие полозья для каретки и готовить редуктор на валу. Для выбора поверхности валиков такие информационные схемы подходят исключительно в том случае, если они созданы для изгибания конкретно такового профиля, как у мастера. Но кроме конфигурации, прокатные балки отличаются размером сечения, шириной полки и другими параметрами (достаточно обратиться к сортаменту). Чертеж без конфигураций можно использовать исключительно в случае, если он:
- не содержит ошибок технического нрава, для этого необходимо обратиться к опытнейшему механику, он обусловит способность к работе избранной схемы;
- техно сторона описания разработана тщательно, понятна сборка, чертеж обеспечен широкой размерной сетью, указаны все способы крепления, вычерчены сборочные узлы с разрезами и предвидено взаимодействие рядом расположенных частей;
- конструкция станка не просит внедрения малоизвестных материалов и узлов, которые нет способности приобрести либо заказать.
На базе готовых чертежей мастер может поправить некие положения, подогнав схемы под личные условия. При выполнении сборочных схем обращают свое внимание на такие вопросы:
- конфигурация поверхности опорных и ответных роликов определяется с учетом формы фасонного сечения проката, а не только лишь с размером на торце;
- некие виды проката, к примеру, уголок либо швеллер успешно гнется, если при установке в агрегат учитывается направление изгибания (полка размещается вниз либо ввысь).
Особенностью выбора боковой поверхности роликового диска будет то, что требуется очень уменьшить возможность вырывания профиля, его выкручивание, в итоге не должно быть смятых полок. Это принципиально не только лишь для маленького сечения, да и большие профили с толстыми полками не выдерживают нагрузки. Потому конструктиву бока ролика уделяют внимание при разработке.
Систематизация профилегибов
Главным признаком систематизации можно именовать тип установленного привода. Для того чтоб провести изменение формы железного изделия требуется прикладывать достаточно огромное усилие. По рассматриваемому аспекту станки для гибки профиля делятся на несколько главных групп:
- гидравлические;
- электронные;
- ручные.
Не считая этого, главными показателями можно именовать:
- показатель усилия, прикладываемого к заготовке;
- размеры оборудования;
- степень мобильности оборудования;
- степень автоматизации работы устройства.
Разглядим более всераспространенные разновидности гибочных станков подробнее.
Гидравлические станки
В индустрии огромное распространение получили станки с гидравлическим приводом. Это связано с тем, что профилегиб гидравлический обладает высочайшим показателем продуктивности. К особенностям подобного оборудования можно отнести нижеприведенные моменты:
- Почти всегда гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. При помощи подобного станка можно проводить обработку профилей хоть какого сечения и в любом количестве.
- Гидравлический привод не просит прикладывания физической силы. За чей счет значительно упрощается процесс обработки.
- При желании можно заавтоматизировать процесс производства изделий.
Но, гидравлический профилегибочный станок сделать своими руками фактически нереально. Это связано со сложностью конструкции. Рассматривая гидравлический привод, следует учесть нижеприведенные моменты:
- Устройство должно быть повсевременно подключено к источнику энергии.
- Следует проводить периодическое сервис профилегиба для роста срока службы.
- Цена создаваемого привода достаточно велика, потому что для сотворения высочайшего давления требуется особое оборудование.
Сейчас в индустрии инсталлируются только покупные гидравлические станки, потому что они владеют высочайшей надежностью и продуктивностью в применении.
Электронные профилегибы
Достаточно огромное распространение получили станки с электроприводом. За счет подачи энергии на электродвигатель создается вращающий момент, который через привод передается на рабочий орган. Профилегиб электронный характеризуется последующим образом:
- Оборудование более малогабаритное, обладает высочайшей продуктивностью. В сопоставлении с гидравлическим приводом электронный подменяет меньше места.
- Нынешний профилегиб с электрическим приводом позволяет проводить гибочные работы с высочайшей точностью. При всем этом заготовка обладает высочайшей прочностью.
- Электропривод позволяет заавтоматизировать процесс производства. В продаже встречаются варианты выполнения автоматического типа.
Электронный профилегибочный агрегат устанавливается в маленьких мастерских, также в быту. В отличии от гидравлического варианта выполнения, рассматриваемый предназначен для сотворения наименьшего давления. Не считая этого, устройство часто не обладает защитой от перегрузки.
Заключительные работы
В средней части направляющей балки, поставленной вертикально, под воротом приваривают ось для шестеренки и ворота. Работа производится со стороны установленных шестеренок. Ось размещается по отношению к направляющим так, чтоб цепь в случае необходимости можно было снять, а в рабочем положении она была натянутой.
К металлической полосе размером около 50 см приваривают прут, который будет служить ручкой. Выходит ворот, к которому со второго конца приваривают ступицу. Для ее производства берут остаток трубы, при всем этом выходит, что поперечник ступицы равен внутреннему размеру шестеренок.
Шестерню напрессовывают на ручку ступицы, она служит для намотки цепи, для таковой работы используют тиски. Чтоб ускорить процесс прессовки, разогревают шестеренку до 120?, от этого посадочное отверстие расширится, а после надевания уменьшится, и шестерня получит плотную посадку.
Кончают сборку прижимающего узла созданием специфичной ручки, для этого на конце болта сверлят отверстие, куда вставляют отрезок железного прута. Перед тем как набросить цепь на все три шестеренки, укрепляют ступицу на приготовленной заблаговременно оси и затягивают контргайкой. Выходит редуктор для того, чтоб передавать момент кручения от ручки.
После окончания работ станок окрашивают масляными составами для предупреждения ржавчины и коррозии от окружающей атмосферы. Те части агрегата, которые ведут взаимодействие меж собой поверхностями либо трутся в процессе работы, не окрашиваются.
Ручные станки
Дешевле всего обходятся станки с ручным приводом. Это связано с простотой конструкции. Профилегиб ручной характеризуется последующим образом:
- Устройство обладает маленькими габаритами и простотой в эксплуатации. Ручные профилегибочные станки самые дешевенькие, также их просто сделать.
- В большинстве случаев рассматриваемое оборудование встречается в личных мастерских либо гаражах.
- Стоит учесть, что ручной профилегибочный станок может применяться для гибки труб маленького поперечника. Это связано с тем, механический привод не может создавать сильное давление.
- При применении ручного профилегиба нельзя сделать изделие, которое соответствует чертежу.

Самодельный ручной профилегиб
Механический привод получил достаточно обширное распространение, потому что он обычной в изготовлении. Большая часть чертежей, которые созданы для производства конструкций своими руками, связаны конкретно с профилегибами рассматриваемого типа.
Предназначение профилегиба
Сделать самодельный профилегиб относительно нетрудно, устройство предназначается для концентрации и передачи усилия. При применении гибочного станка можно проводить работы последующего типа:
- Гибка железного профиля квадратного и прямоугольного сечения. Профиль может изготавливаться при применении разных металлов.
- Придание изогнутой формы трубам, которые делаются из стали либо цветных металлов.
- Гибка прудков различного сечения.
- Загибание разных видов проката: уголки, швеллеры и другие.
Большая часть изготавливаемых моделей используются для загиба заготовки с разными показателями. Не считая этого, почти все оборудование применяется для извива профиля в прохладном состоянии.
В заключение отметим, что для бытового внедрения можно сделать профилегиб своими руками. Это связано с высочайшей ценой промышленных вариантов выполнения. Сделанный станок может иметь относительно маленькие размеры, устанавливаться в маленькой мастерской. Большая часть моделей может применяться для извива железной заготовки в горизонтальной и вертикальной плоскостях.
Сферы внедрения
Профилегибы сделать без помощи других не так и трудно, а еще они ординарны в применении. Они необходимы, чтоб придавать железным профилям с различным сечением изогнутую форму. Конструкция оборудования предусмотрена так, что их главные составляющие, ролики, способны повлиять как на отдельные участки изделий, так и полностью на них.
Средством профилегибов можно обрабатывать профили без необходимости подготовительного нагрева и получать контуры с углами извива до 360 градусов. При помощи таких устройств можно выполнить такие операции:
- деформировать заготовки с цельным профилем с прямоугольным либо квадратным сечением;
- сгибать уголки, швеллеры и другой сортовой прокат;
- сгибать трубы на базе различных металлов;
- делать гибку прутьев из металла с различным сечением.
Железные контуры могут иметь схожие либо различные углы извива, также асимметричную либо симметричную конфигурацию. Железная заготовка по вертикали либо горизонтали изгибается через ролики за один прокат. В конечном итоге можно приобрести замкнутые либо открытые конструкции, спиралевидные, также с различным поперечником.
Ручные и электронные профилегибы обширно используются при производстве оборудования и деталей для таких отраслей:
- нефтепереработка;
- хим индустрия;
- энергетика;
- мебельное создание;
- строительство и не только лишь.
Самодельные профилегибы в большей степени употребляются в маленьких личных мастерских либо для домашних работ.
Источник: vsamodelino.ru
Возможно интересно:
Смотрите также: