Как сделать сварку полипропиленовых труб своими руками для начинающих: разбор ошибок +Видео уроки



 Достаточно много видов ремонтных работ подразумевает полную замену труб. Для обустройства многих видов трубопроводов (канализации, водопровода и остального) сейчас используют комплектующие из полипропилена. Эти изделия характеризуются достаточной прочностью и долгим сроком использования, дешево обходятся. Соединяются они способом специальной полипропиленовой сварки, созданной для соединения материалов подобного состава.
[contents]
Достаточно много видов ремонтных работ подразумевает полную замену труб. Для обустройства многих видов трубопроводов (канализации, водопровода и остального) сейчас используют комплектующие из полипропилена. Эти изделия характеризуются достаточной прочностью и долгим сроком использования, дешево обходятся. Соединяются они способом специальной полипропиленовой сварки, созданной для соединения материалов подобного состава.
[contents]Нужное оборудование для пайки

Для сотворения крепких неразъёмных соединений употребляются нынешние сварочные аппараты различных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в итоге увеличения температурного режима до характеристик плавления. Самый обычный бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством вероятна сварка полипропиленовых труб малеханького поперечника. Чуток более расширенная (в плане количества насадок) комплектация создана для работы с D 20-40 мм.
Сварка ППР труб наибольшего размера либо выполнение пайки на постоянной базе следует производить оборудованием в проф (полной) комплектации. Набор доп аксессуаров для таких устройств впрямую зависит не только лишь от изготовителя, но также быть может нацелен на технические особенности определенной модели. При выборе нужного оборудования для пайки полипропиленовых труб необходимо учесть все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения наибольшей надёжности и плотности узлов соединения, кроме паяльничка (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), необходимо позаботиться о наличии ножниц для вырезки отдельных частей. Помимо всего следует пользоваться торцевателем, обрабатывающим края труб конкретно перед пайкой. Таковой инструмент просто удаляет дюралевую фольгу с торцовых частей.


Короткая информация
До того как приступать к работе, давайте вникнем в сущность. Чем характерен способ раструбной либо как еще именуют, муфтовой сварки?
Разработка тривиально ординарна – локальный нагрев конца полипропилена и фитинга. Невзирая на незамысловатость, этот метод очень надежен. Он позволяет герметично создавать крепкий и долговременный шов.
Существует не один вид сварочных устройств и все имеют определенные функции и технические характеристики. Чтоб выбрать лучший вид устройства раструбного сваривания, разглядим их достоинства.
Методы пайки
На практике сейчас применяется пара главных методов, обеспечивающих долговременное и надёжное стыкование свариваемых частей:
- муфтовый;
- прямой.
1-ый вариант – это сварка полипропиленовых трубопроводов средством фасонного изделия (муфты) либо трубы, имеющей достаточный наружный размер. Данный метод целесообразен для пластмассовых трубопроводов малозначительного поперечника. Он заключается в расплавлении наружной стороны частей и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Ровная сварка подразумевает расплавление концевой части пластмассовых труб с схожим поперечником, также их следующее стыкование торцевыми поверхностями. Особенностью способа является необходимость делать сварку с предельной точностью обработки всех стыкуемых участков и их соединения вместе.
Кроме уже вышеперечисленных «горячих» технологий можно пользоваться достаточно обычным и легкодоступным по стоимости методом «холодной» пайки полипропилена. В этом случае подменой активному паяльному элементу служит особенный растворитель, содействующий резвому размягчению структуры полипропилена.
Склеивание листового полипропилена
Склеивание полипропилена – очень трудозатратный процесс, требующий специальной подготовки. Это обуславливается тем, что таковой вид пластмассы является в особенности трудносклеиваемым. На нынешнем рынке существует огромное огромное количество клеев, которые без каких-то заморочек способны склеить пластмассу, главным вопросом будет выбор специального раствора. Особенная подготовка к склеиванию материала будет заключаться в подготовительной сборке всех деталей, чтоб поставить нужные метки, ведь неверное соединение полипропиленовых листов либо очевидная ошибка в процессе может стоить для вас испорченного материала. Главными советами при склеивании и сварке полипропилена своими руками будут:
нужно получать клей, обращая внимание, сначала на его марку, но никак не на стоимость. Собственный опыт в таком вопросе будет вам доп призом
Время от времени клей из высочайшей ценовой категории по качеству может уступать более дешевеньким аналогам; очень принципиальным будет уделить внимание заточке и обработке краев полипропиленовых листов, при правильном выполнении этого требования, шов получится очень осторожным; выбирайте метод сваривания зависимо от ширины листа, также его размера. Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
Сварочные аппараты
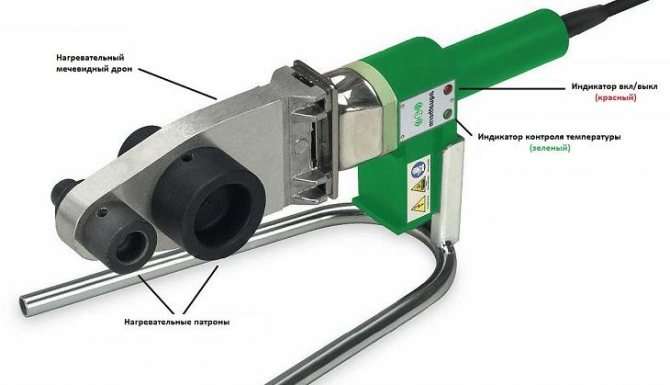
С конструктивной точки зрения паяльное оборудование незначительно припоминает самый обыденный электронный утюг. База представлена мощным железным нагревателем, поверхность которого – это съёмные особые насадки.
Приборы для стыковой сварки полипропиленовых труб владеют более сложными конструкциями. В них, кроме нагревательного элемента, также находится система, отвечающая за центровку свариваемых частей.
Систематизация оборудования для сварки пластмассовых труб подразделяет устройства на последующие главные группы:
- непрофессиональные ручные аппараты, либо «утюги» для пайки ППР труб. Лучший выбор для бытового использования (D менее 50 мм). По мере надобности употребляются насадки, имеющие тефлоновую поверхность и дозволяющие просто работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку огромных труб, имеющих D 40 мм либо более. В конструкцию входят доп элементы в виде приборного блока и гидроагрегата на рамной базе. На боковых частях установлены особенные захваты-полукольца с вкладышами.
Свойства доп аксессуаров и их количество зависят от фирмы-производителя, также нацелены на определенные модельные особенности сварочного аппарата.







Распространённые ошибки
Существует несколько важных аспектов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями плохо сказывается на качестве соединений и значительно уменьшает срок эксплуатации готовой системы.
Некорректная выдержка времени сварки
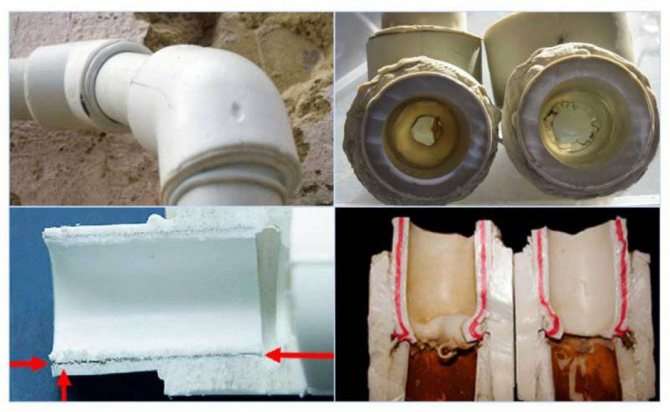
Пайка ППР труб подразумевает четкое соблюдение технологии. Очень длинный нагрев вызывает сужение отверстие, что может стать предпосылкой недостаточной теплопотери радиатора и лишнего давления снутри системы.
| Поперечник трубы (мм.) | Время сварки (сек.) | Время нагрева (сек.) |
| 20 | 4 | 5 |
| 25 | 4 | 7 |
| 32 | 4 | 8 |
| 40 | 6 | 12 |
| 50 | 6 | 18 |
| 63 | 6 | 24 |
| 75 | 8 | 30 |
| 90 | 8 | 40 |
| 110 | 10 | 50 |
Очень глубочайшее вдавливание в фитинг
Чрезмерное погружение трубы содействует критичному уменьшению внутреннего поперечника трубопроводной системы. Чтоб сделать соединение правильно, нужно ещё до нагрева аппаратом выполнить на трубе отметку, в согласовании с которой осуществляется стыкование.
Загрязнение соединяемых частей
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить всеполноценную плотность собираемой конструкции. Перед тем, как приступать к пайке, будет нужно удалить всю воду и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя производить вращение составных частей либо их выворачивание. Результатом такового деяния может являться возникновение протечек в процессе использования трубопровода.
Неверный выбор оборудования
Инструмент для сварки полипропиленовых труб частей должен строго соответствовать техническим чертам труб. Кроме паяльного устройства и особых ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.


Канализационная система из ПП труб
Как ранее говорилось ранее, трубы из полипропилена сейчас интенсивно применяются при обустройстве . Процедура монтажа в этом случае имеет свои аспекты.

Внутренняя сточная канава
Существует ряд правил, которые необходимо соблюдать при оборудовании канализации в доме.
- Трубопровод укладывается под наклоном в направлении канализационного стояка (около 3 см на метр).
- Если помещение не отапливается, то трубы дополнительно утепляются минеральной ватой.
- Нельзя делать резкие повороты под углом в 90?, заместо этого употребляются так именуемые полуотводы.
- Вентиляция фанового типа – неотклонимая составляющая канализации, которая предупредит проникновение противного аромата в жилье.
- Унитаз подключается только после раковины, в неприятном случае произойдет срыв водяного затвора.
Внешняя сточная канава

Шаг 1-ый. Определяется поперечник труб, зависящий в большей степени от количества людей, живущих в доме.
Шаг 2-ой. От стояка канализации роется траншея к септику либо выгребной яме. При всем этом соблюдается уклон, зависящий от полосы вымерзания земли, либо трубопровод утепляется минватой.

Шаг 3-ий. Дно покрывается «подушкой» из песка. Ее толщина должна составлять минимум 20 см.
Шаг 4-ый. Прокладывается трубопровод
Принципиально избегать вероятных его провисаний, по другому соединения в скором времени разрушаться.. Горизонтальное бурение траншеи для трубопровода производится с помощью специального оборудования с домкратами-насос ами нажимного деяния
Бурение происходит при помощи железного конусообразного наконечника. Схожая разработка применяется при строительстве:
Горизонтальное бурение траншеи для трубопровода производится с помощью специального оборудования с домкратами-насос ами нажимного деяния. Бурение происходит при помощи железного конусообразного наконечника. Схожая разработка применяется при строительстве:
- авто- и Ж/Д дорог;
- трубопроводов в подвалы;
- магистралей к рабочим колодцам.
Установка ПП трубопровода своими руками поможет значительно сберечь, но только при условии грамотного выполнения.
Изделия из полипропилена используют, обычно, при разработке дренажных и ирригационных систем, также при прокладке водопровода либо обустройстве системы отопления. Полипропилен относится к классу полиолефинов, а это значит, что вся сделанная из данного материала продукция отличается высочайшей степенью экологической безопасности.
Не считая того, водоотводы из полипропилена способны прослужить очень длительно, при всем этом издержки на их эксплуатацию будут наименьшими. Но работая с такими изделиями следует знать, как сваривать полипропиленовые трубы таким образом, чтоб обойти их деформации
и предупредить возникновение течи.











Аннотация по сварке
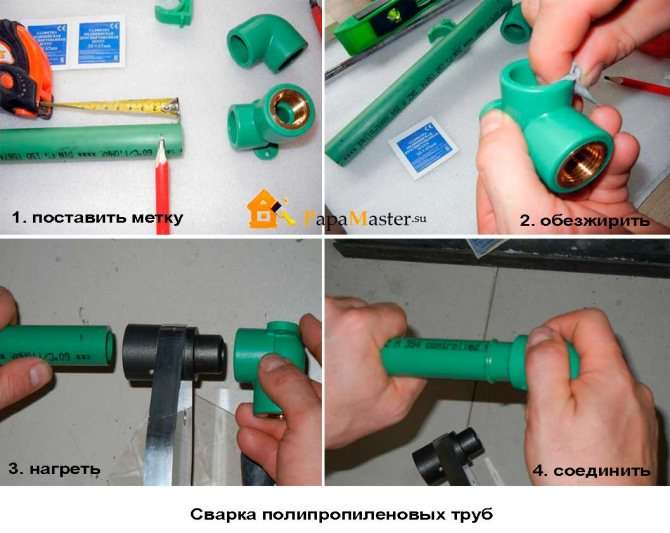
В бытовых критериях пайка полипропиленовых фитингов и труб в единую конструкцию в большинстве случаев производится способом тепловой полифузии. После нагрева особым устройством трубы стремительно соединяются. Работы, в согласовании с технологией, производятся поэтапно.
Подготовка
На предварительном шаге разрабатывается проектная документация, в какой непременно указывается избранная схема трубопровода. Правильно определяются места фиксации системы к стенкам, а по мере надобности средством строительного инструмента пробивается требуемое количество крепчалёжных отверстий.
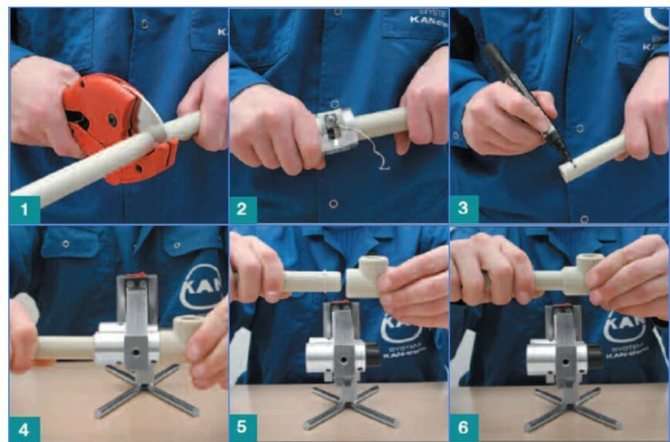
Размечать и потом порезать полипропиленовые трубы на отдельные элементы необходимо в серьезном согласовании с заблаговременно приготовленной схемой, также натурными замерами. Такое несложное мероприятие дозволит убедиться в точности выполненной разметки.
Выложенные на очень ровненькой поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после этого на избранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве необходимо выбирать зависимо от технических черт труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует создавать при температурных показателях насадки в границах 260-300оС.
Применяемое в работе паяльное оборудование перед сваркой должно набрать температуру подходящей величины, потому терморегулятор устанавливается в соответственное положение, а вилка самого устройства врубается в розетку электронной сети.
О готовности сварочного аппарата к сварке полипропилена говорит переключение на приборе специальной подсветки. На различных моделях оборудования варианты сигнального оповещения имеют отличия. Чтоб не ошибиться в правилах эксплуатации устройства необходимо пристально изучить прилагаемую изготовителем аннотацию.
Сварка

Верная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При всем этом применяемый фитинг размещается на особом насадочном дорне, а труба с маленьким физическим усилием вставляется в гильзу. Глубину вхождения необходимо в неотклонимом порядке держать под контролем в согласовании с нанесённой на ППР трубу маркерной разметкой.
| Поперечник (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых частей подбирается зависимо от их поперечника. Соединять воединыжды полипропиленовые трубы и фитинги нужно достаточно стремительно, по этому предотвращаются температурные утраты нагретого материала. Стыкование частей осуществляется средством ровненького поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами наибольших характеристик прочности. Как указывает практика, система схватывается в течение 10-20 секунд (находится в зависимости от D трубы). Лучший вариант – сохранение зафиксированного положения до полного остывания участка соединения.
| Поперечник (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут окончены все сварочные работы, и на сто процентов остынет материала в узлах соединений, участки стыкования аккуратненько зачищаются от естественных пластмассовых наплывов. Такое мероприятие позволяет придать сварным конструкциям осторожный и опрятный вид.
С этой целью можно использовать острый ножик, но зачистка должны производиться очень аккуратненько. Следует держать в голове, что чрезмерное количество наплывов полимерного материала полностью может воспрепятствовать плотной посадке трубопроводных частей в крепчалёжные клипсы.
Принципиальные дополнения
Непременно, для сварки полипропиленовых труб необходимо использовать только особые приборы, а в бытовых критериях наилучшим вариантом станет обычное ручное оборудование с наименьшим количеством стандартных насадок.
Некими изготовителями в одном приборе устанавливается сразу два нагревателя, которые обустроены отдельными включателями. Нет нужды использовать сразу оба нагревателя, так как может произойти перегрев пластика и перегрузка электронной сети.
Сейчас к самым наилучшим, отлично зарекомендовавшим себя маркам устройств для сварки полипропиленовых труб (по воззрению профессионалов и юзеров) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Виды и предназначение
Трубы из полипропилена могут быть 4 цветов — зеленоватые, сероватые, белоснежные и темные. Отличаются чертами только темные — они имеют завышенную стойкость к ультрафиолету и применяются при прокладке системы полива по грунту. Все другие имеют идентичные свойства и прокладываются в помещениях либо закапываются в грунт.
По предназначению полипропиленовые трубы бывают последующих видов:
- Для прохладной воды (температура до +45°C). Отличить их просто по продольной полосе голубого цвета.
- Для жаркого водоснабжения (нагрев до +85°C). Отличительная черта — полоса красноватого цвета.
- Всеприменимые (наибольший нагрев до +65-75°C зависимо от изготовителя). Накладывается две полосы рядом — голубая и красноватая.
 Цвета на свойства не оказывают влияние
Цвета на свойства не оказывают влияние
Как для прохладной, так и для жаркой воды есть трубы с различными чертами. Отображается это в маркировке:
- PN10 употребляются только в системах прохладного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют маленькую толщину стен. Для многоэтажек не подходят.
- PN16. Нередко маркируются как всеприменимые, но почаще используют для прохладной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Применяются при разводке жаркой воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой либо стекловолокном). За счет наличия армирующего слоя нередко имеют наименьшую толщину стен, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Используются для жаркого водоснабжения и отопления.
Они все выпускаются различных поперечников — прямо до 600 мм, но в квартирах и личных домах употребляются, в главном, размером от 16 мм до 110 мм. Направьте внимание, что указывается внутренний поперечник, потому что толщина стен быть может разной.
Источник: vsamodelino.ru
Возможно интересно:
Смотрите также:





