Как смастерить контактную сварку своими руками


Принцип деяния и достоинства
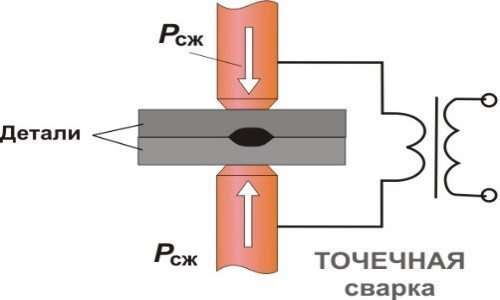
Создаваемое по способу точечной сварки соединение появляется за счёт нагревания металла в зоне контакта и следующем сжатии. Нагревание происходит от воздействия электронного тока.

Для того чтоб варить заготовки точечной сваркой было комфортнее, их плотно обжимают средством особых приспособлений, а при сваривании укрепляют меж собой сразу в нескольких в точках.
Крепкость получившегося соединения находится в зависимости от характеристик самого контакта (от его размера, глубины и формы). Последние, в свою очередь, определяются такими чертами сварочного процесса, как марка электродов, величина тока и время его деяния при плавке.
Качество сопряжения при точечной сварке определяется прилагаемым усилием и структурой соединяемых деталей.
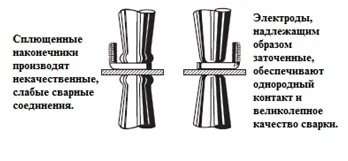
 Электроды для этой разновидности контактной сварки делаются из компонент с высочайшей электропроводностью (их обозначение на фото привязано к значкам усилия сжатия). При увеличении этого показателя, что равносильно понижению сопротивления, удаётся достигнуть требуемых значений контактного тока.
Электроды для этой разновидности контактной сварки делаются из компонент с высочайшей электропроводностью (их обозначение на фото привязано к значкам усилия сжатия). При увеличении этого показателя, что равносильно понижению сопротивления, удаётся достигнуть требуемых значений контактного тока.
За счет того, что сопротивление в зоне точечного соприкосновения имеет большее значение, самый сильный нагрев происходит конкретно в этих местах. В итоге плавления металла появляется контактная точка, напоминающая по собственному виду литое ядро поперечником порядка 4-12 мм.
Отметим также, что рассматриваемый вид сплавления имеет целый ряд плюсов, а конкретно:
- высочайшая крепкость контактного соединения;
- возможность автоматизации процесса сварки;
- низкая цена оборудования.
Направьте внимание, что все используемые при точечной сварке механизмы должны соответствовать требованиям ГОСТ 15878-79.
Раздельно нужно обсудить особенности самостоятельного производства оборудования для точечного сплавления деталей.
Как сделать своими руками клещи для контактной сварки
Изготовка и выбор клещей для точечной сварки – завершающий шаг работы над сварочным аппаратом. Их выбор находится в зависимости от нрава работ, системы привода, планируемого размера деталей, которые необходимо сварить.

Для производства электродов клещей употребляется медь в прутьях либо бериллиевая бронза. Некие мастера в качестве электродов используют нажимало от массивных паяльничков. Так либо по другому, поперечник электродов не должен быть меньше чем у проводов, подводящим ток. А сами клещи нужно кропотливо сварить и заизолировать.
Самостоятельная сборка
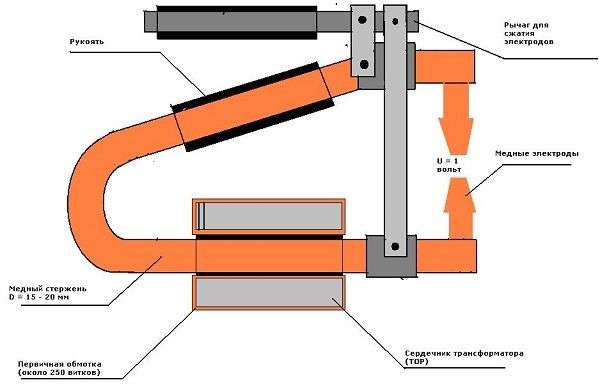
Для сборки аппарата точечной сварки своими руками будет нужно трансформатор достаточной мощи (более 1 кв), обеспечивающий достаточную для работы силу тока. Для выполнения этого требования он обязан иметь завышенный коэффициент трансформации по току, получаемый за счёт низкого вторичного напряжения.
Более подходящим по заявленным характеристикам является преобразовательное устройство, входящее в состав микроволновой печи и развивающее требуемую мощность. Для его переделки достаточно удалить имеющуюся вторичную обмотку и намотать новейшую (электронная схема устройства приведена на фото).
При демонтаже старенькой вторичной обмотки следует действовать очень аккуратненько и попытаться не разрушить имеющийся сердечник трансформатора. При наличии на нём доп токовых шунтов их также следует удалить (снять).
После разборки старенькой понижающей обмотки можно перебегать к самостоятельному изготовлению новейшей катушки, подходящей для сварки точечными токами. Но до этого следует запастись толстой медной жилой, подходящей для работы во вторичной обмотке преобразователя (её толщину следует выбрать более 1-го сантиметра).
Для получения подходящего напряжения (2 вольта) достаточно будет трёх витков этого провода. На чертеже, приведённом выше, такая обмотка указана в самом конце схемы.
Для производства аппарата большей мощи будет нужно поочередно включить два (либо больше) таких трансформатора. При всем этом обязателен учёт способностей действующей электросети, исключающий её работу в режиме перегрузки.










Подготовка сварочных электродов (стержней)
 Ещё один ответственный момент сборки точечного агрегата своими руками – изготовка сварочных электродов. Для этого идеальнее всего подходят медные прутки, надлежащие требуемому для сварки размеру (их толщину рекомендуется выбирать более чем у подводящих проводов).
Ещё один ответственный момент сборки точечного агрегата своими руками – изготовка сварочных электродов. Для этого идеальнее всего подходят медные прутки, надлежащие требуемому для сварки размеру (их толщину рекомендуется выбирать более чем у подводящих проводов).
При планировании сборки сварочного аппарата вручную допускается использовать старенькие нажимала обыденных электронных паяльничков, рассчитанных на значительную мощность (более 100 ватт).
В критериях точечной контактной сварки со временем форма таких электродов будет изменяться. Поначалу их можно немного подточить, а после долговременной эксплуатации поменять новыми.
При самостоятельной сборке агрегата также необходимо позаботиться о том, чтоб идущий от трансформатора провод для электродов был максимально маленьким и имел минимум промежных соединений.
На концах проводов следует сделать особые медные наконечники, средством которых они будут подсоединяться к проводам. Каждый таковой наконечник должен надёжно спаиваться с подводящим ток проводом, что исключит возможность понижения проводимости из-за окисления меди.
Для выполнения этой сложный задачки идеальнее всего пользоваться фирменными лужеными изделиями, рассчитанными под пайку и продающимися в любом магазине электротехники.
Предпосылкой завышенного сопротивления в цепи точечной сварки быть может и плохой контакт в соединениях наконечников и электродов. Так как стержни должны временами сниматься, то сделать что-то в этой части цепи не представляется вероятным.
Единственное, что можно сделать для понижения переходного сопротивления в контактной зоне, это временами очищать их от появляющегося в процессе использования оксида.
Виды контактной сварки
Точечная сварка – один из самых фаворитных видов контактной сварки в домашних критериях. Но, еще есть два типа сварки этой категории, которые употребляются в большинстве случаев на заводах и в специализированных металлообрабатывающих цехах.
- Шовная контактная сварка.Принцип деяния шовной контактной сварки не отличается от точечной. Обычные нам щипцы подменяют особые медные ролики. Сварка в данном случае происходит точечно, но на определенном расстоянии, а сварочный шов припоминает дорожку из отдельных сваренных участков.

- Стыковая контактная сварка. Этот тип сварки отличается большей площадью одномоментной сварки. Электронный ток переменного импульса подается на свариваемые изделия, контактирующие в соединениях. Таким образом, во время подачи импульса нагрев происходит по всей площади касания, еще её именуют площадью сечения. Процесс этот вполне механизирован, потому для самостоятельной сборки в домашних критериях не подходит.

- Конденсаторная сварка. По такому же принципу работает и конденсаторная сварка. Ее используют в тех сферах индустрии, где сплавляются маленькие детали шириной от 0,5 до 1,5 мм. Таковой тип сварки употребляется в сфере электроники и приборостроения. Преимущество в том, что она фактически не оставляет следов и не прожигает металл.
Управление сварочной процедурой
После того, как сварочный аппарат готов, следует побеспокоиться о том, чтоб он был просто управляем. Блок управления агрегатом должен состоять из специального выключателя и рычага подачи; причём последний должен быть рассчитан на достаточно огромное усилие, развиваемое при сжатии сварочных частей (электродов).
В случае обработки толстых листовых заготовок лучше пользоваться более сильной системой сжатия (с более длинноватым рычагом). Но наращивать его длину допускается ровно так, чтоб это не сказалось на прочности данного элемента.
К этому необходимо добавить, что для удобства работы со сварочным устройством в него быть может встроен таймер для точечной сварки, обеспечивающий контроль времени непрерывного сжатия заготовок.
С целью роста усилия сжатия в контактной зоне можно пользоваться специальной системой прижима, выполненной в виде винтообразной стяжки (она располагается меж надёжным основанием и рычагом). При желании допускается применение других средств находящихся под рукой, обеспечивающих комфортную работу точечным способом.
Выключатель агрегата устанавливается в цепи первичной обмотки питания, где ток имеет маленькие значения. К тому же в данном случае он не будет задействован в основной цепи и не воздействует на переходные свойства процесса точечной сварки.
В тех случаях, когда проводится сварка полуавтоматом, к примеру, таковой выключатель комфортнее всего расположить на ручке рычага сжатия, что дозволит управлять включением-выключением без отвлечения от работы.
Изготовка устройства
Высококачественный аппарат для сварки состоит из 2-ух главных частей – контактного блока и источника сварочного импульса. Последний подает автоматом импульс. Сила тока должна быть в границах 200 А в протяжении 0,03-0,1 с при питании от обыкновенной электросети. Некие юзеры рекомендуют выбрать устройство, позволяющее регулировать силу тока для работы с разными видами металла разной толщины.

Контактный блок должен характеризоваться главными требованиями:
- Не плохое прижатие сварочных поверхностей;
- С помощью точечного электрода нужно подвести сварочный сигнал;
- Удержание заготовок после снятия импульса до полного затвердения.
В большинстве случаев можно повстречать такие решения:
- заготовки зажимают меж электродами;
- используют 2 различных электрода: точечный и тонкий;
- одна из заготовок является нижним электродом.
Разборка сваренных изделий
Многим юзерам (обладателям машин, а именно) приходится обращаться к процедуре, оборотной точечной сварке и предполагающей разборку сваренных листовых изделий.
Для этого необходимо пользоваться особым сверлом для точечной сварки, при помощи которого удаётся демонтировать подлежащие подмене кузовные и другие детали.
Особенностью таких свёрл является их завышенная крепкость, что естественным образом сказывается на цены этих изделий. Но их высочайшая стоимость с лихвой окупается последующими преимуществами:
- при наличии такового сверла не требуется особая подготовка зоны контакта к высверливанию;
- возможность сверления в непрерывном режиме (без каких-то пауз);
- при использовании таким сверлом нижний лист металла остаётся неповреждённым, что позволяет повторно использовать её по собственному усмотрению.
К этому следует добавить, что при наличии специального оборудования всегда можно будет заточить сверло, рассчитанное на долгие сроки эксплуатации.
Нужно отметить, что плюсы рассмотренной технологии (включая точечную сварку инвертором) не вызывают колебаний у большинства заинтересованных юзеров. Но для реализации этих преимуществ нужно чётко усвоить принципы и методологию её проведения и строго придерживаться советов профессионалов.
Источник: vsamodelino.ru
Возможно интересно:
Смотрите также: