Зернистость шлифовальной шкурки
Форма выпуска
 Выпускается готовый продукт в нескольких формах. Всераспространен выпуск в виде листов либо рулонов. Листовая форма свойственна для больших фракций, которые тяжело согнуть либо свернуть. Тонкодисперсная бумага выпускается в виде рулонов.
Кроме этих форм имеются еще:
Выпускается готовый продукт в нескольких формах. Всераспространен выпуск в виде листов либо рулонов. Листовая форма свойственна для больших фракций, которые тяжело согнуть либо свернуть. Тонкодисперсная бумага выпускается в виде рулонов.
Кроме этих форм имеются еще:
- абразивная сетка;
- абразивные круги;
- шлифовальные ленты.
Форма быть может создана для установки в определенный механизм по обработке деталей и иметь специфичный вид.
Расшифровка зернистости
 Каждому типу наждачной бумаги присваивается свое обозначение. Число, которое стоит рядом с буковкой «Р» указывает на размер фракции абразива. Чем это число больше, тем мельче зерно.
Каждому типу наждачной бумаги присваивается свое обозначение. Число, которое стоит рядом с буковкой «Р» указывает на размер фракции абразива. Чем это число больше, тем мельче зерно.
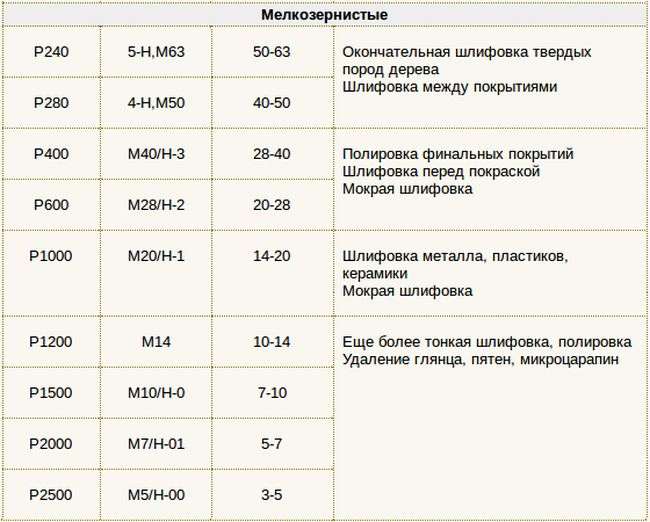
Направьте внимание! Бумага с маркировкой Р600 и поболее считается тонкодисперсной наждачной бумагой. Употребляется для финишной обработки поверхностей и полировки.
Кроме обозначения зернистости, материал время от времени маркируют зависимо от особых параметров. Так, к примеру, буковка «М» свойственна для водостойких материалов, а «П» исключает контакт с влагой. Листовой прокат обозначается буковкой «Л».
Дополнительно могут находиться маркировки «1» либо «2», 1-ая из которых обозначает применение для мягеньких материалов, а 2-ая – для жестких.
Какой должна быть зернистость наждачной бумаги для работы
Как вы осознаете, для разной обработки материалов применяется различная шлифовальная шкурка. Речь на данный момент не о форме выпуска, а о размере зерна, методе его нанесения. Тип абразива и метод нанесения имеет вторичное значение. Они больше оказывают влияние на долговечность использования материала. Но как обычно, лучше — означает дороже. Здесь каждый уже выбирает сам. А вот размер зерна лучше подбирать под определенные задачки.
Наждачная бумага для шлифования дерева под покраску: выбор размера зерна
Какой наждачной бумагой шлифовать дерево
Для того чтоб шкурка не забивалась, зерно должно быть нанесено с промежутками. Это открытый тип нанесения. В таком случае не придется нередко ее «выбивать» либо поменять. Тип базы — бумага либо ткань. Бумага дешевле, ткань дороже. Если есть >шлифмашинка, смотрите в наставлениях к ней. Для обработки вручную, можно закрепить кусочек на особый держатель либо прибить к бруску.
Как выбрать зернистость наждачной бумаги для обработки древесной породы
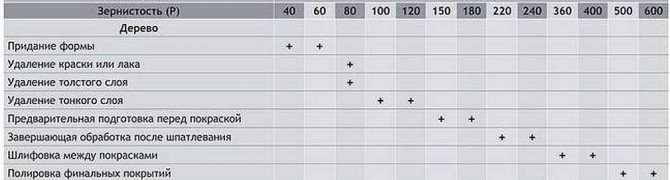
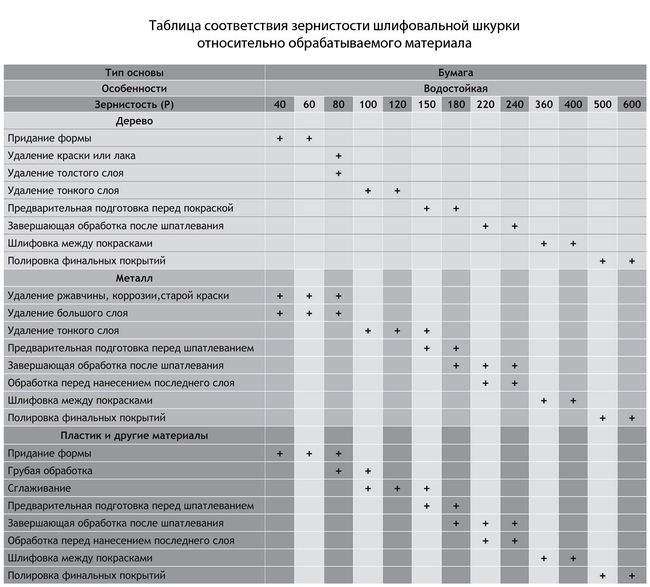
Советы по выбору зернистости даны в таблице. Для первичной обработки, идет шлифшкурка от P40 до P80. Это придание формы, снятие толстого слоя. Теми же материалами снимаем лак и краску с древесной породы. Для подготовки дерева к покраске нужна уже P100 до P240. Для шлифовки после нанесения первого слоя лака, берем P360 либо P400. А доведение до гладкости — фактически полировка и лакировка — это уже совершенно маленькие P500 и выше. Вообщем, полировка — это отдельная тема, и там нужно пошагово шлифовать и наносить краску либо лак. И с каждым разом зерно берут все более тонкое. А завершают полировку, вообщем мягеньким полировочным (войлочным) материалом.
Каким наждачным абразивом обрабатывать металл
Для обработки металла придется брать более жесткие абразивные материалы, а означает и поболее дорогие. Обыденный корунд управится с алюминием и его сплавами. Ими же обрабатывают чугун, бронзу и черную сталь. Для латуни нужен хотя бы циркониевый, но лучше титановый либо легированный электрокорунд. А еще лучше — глиняний. Еще направьте внимание — метод нанесения должен быть закрытым.
Для шлифовки и полировки металла нужен другой тип шкурки, а размеры зерна подбираем под вид работы
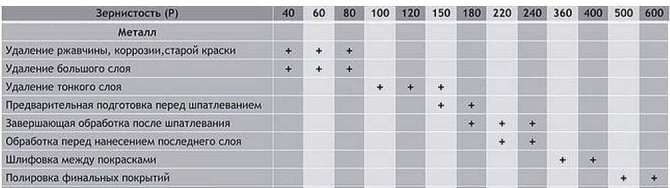
Принцип подбора зернистости тот же: для грубой обработки завышенная «шершавость» большого зерна, чем тоньше обработка, тем мельче абразив. Для снятия ржавчины и выравнивания главных шероховатостей берут самую грубую наждачную бумагу. Чем тоньше слой, тем меньше размер зерна. Так что здесь все разумно. Но направьте внимание, что на каждый вид работы приходится два либо три размера зернистости. Это не означает, что нужно брать хоть какой из обозначенных. Это означает, что для получения положительного результата нужно обрабатывать каждым размером. Хотя, если внешний облик для вас не так важен, тогда можно и одним размером из рекомендованных.
Наждачка для пластика, камня, керамики и стекла
По типу абразива и его нанесения советы те же: более крепкие, более плотное размещение. Но шлифовка рекомендована с подачей воды, так что требуется водостойкая модификация наждака.
Наждачка для пластика: выбор зернистости
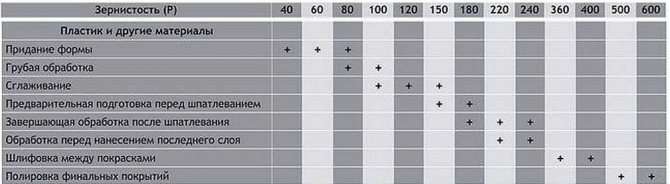
Для финальной доводки пластика и стекла, шлифовальная шкурка даже с самым небольшим зерном — та нулевка либо P800 — будет очень грубой. Она будет оставлять видимые царапинки. Доводят до гладкости эти материалы с помощью пасты ГОИ и еще больше тонких шлифовальных составов. Но это уже отдельная история и свои технологии.
Русская маркировка ГОСТ
 При покупке наждачной бумаги всегда нужно уделять свое внимание на маркировку. В ней заключена информация о товаре. В продаже можно повстречать шкурки, маркированные как новым ГОСТом, так и старенькым.
При покупке наждачной бумаги всегда нужно уделять свое внимание на маркировку. В ней заключена информация о товаре. В продаже можно повстречать шкурки, маркированные как новым ГОСТом, так и старенькым.
Новый ГОСТ
Новый ГОСТ предполагает обозначение зернистости, также некоторых доп параметров, обрисованных выше. Первой идет буковка «Р», за которой следует число, обозначающее зернистость бумаги. После чего уже быть может добавлена одна из тех маркировок, отвечающих за влагозащиту либо твердость обрабатываемого материала.
Старенькый ГОСТ
Древняя маркировка выгладит по другому. Стандартные наждачные бумаги маркируются поначалу числом, обозначающим размер зерна, а потом буковкой «П», «Н» либо «Д». Эти буковкы обозначают качество абразива, применяемого для сотворения шкурки.
Тонкодисперсные шкурки маркируются иначе. На 1-ое место ставится буковка «М», после которой пишется размер абразива в микрометрах (мкм).
Виды зернистости наждачной бумаги
Как уже гласили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое маленькое зерно, которое встречается в наждачке, имеет всего 3-5 мкм, самое большое — 1000 мкм (это 1 мм). По размерам зерна различают тонкодисперсный и крупнозернистый абразив.
Обычно нас интересует только размер зерна либо зернистость наждачной бумаги
Эталоны Рф
Для того чтоб можно было осознать, какой непосредственно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сего времени, хотя в 2005 году ввели новый эталон (ГОСТ Р 52381-2005), который разработан на базе общеевропейских норм. Разница меж старенькым и новым ГОСТом значимая.
Таковой метод маркировки используют в некоторых странах постсоветского места
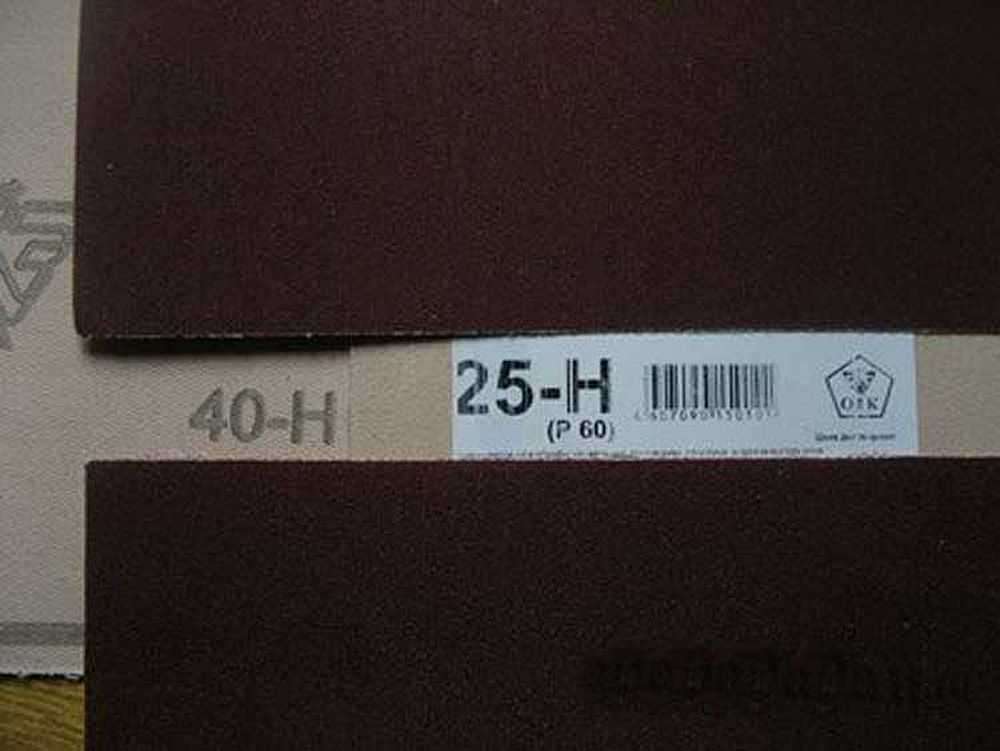
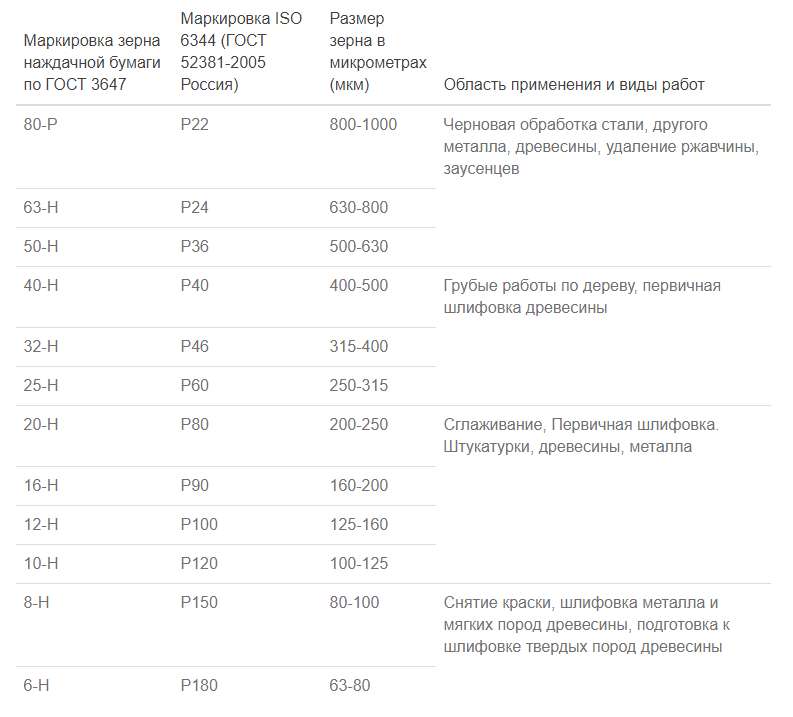
- По старенькому эталону прописывается малый размер зерна. Другими словами чем больше число, тем больше зерно. Но нужно подразумевать, что часть зернышек меньше. Не считая того, маркировка (буквенное обозначение) для большого и маленького зерна различная. Это стоит держать в голове. Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут буковку Н с дефисом перед ней — «Н». К примеру, 63-Н, Это означает, что малый размер зерна на наждаке будет 63 микрона либо 630 микрометров (мкм). Но там же будут частички более большого размера. Как больше? Чуток меньше предшествующей марки. В этом случае больше 63-Н только 80-Н, другими словами зерно будет чуток меньше 800 мкм. 2-ой пример — 6-Н. Размер зерна менее 6 микрон либо 60 мкм, а самые большие будут менее 80 мкм (потому что предыдущая марка 80-Н).
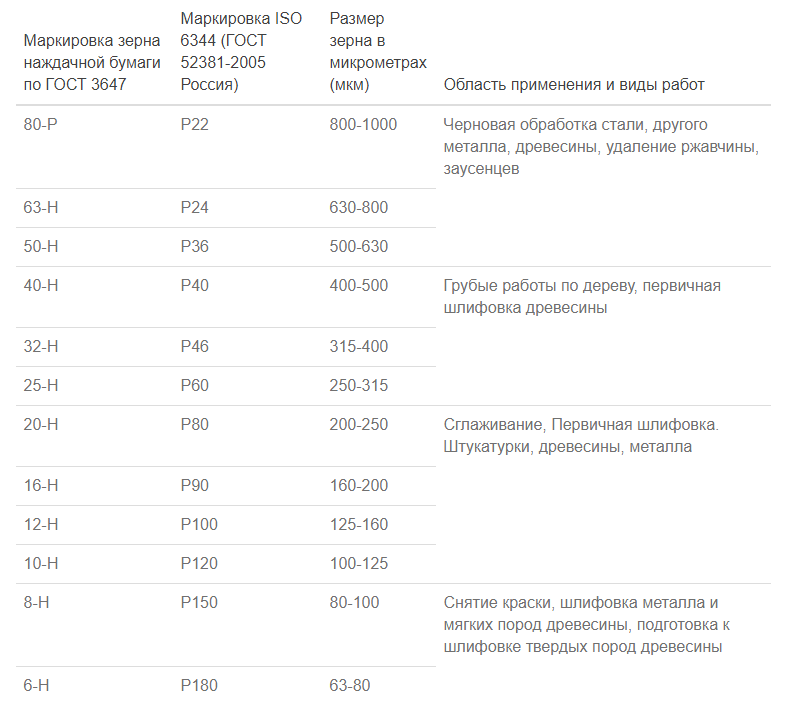
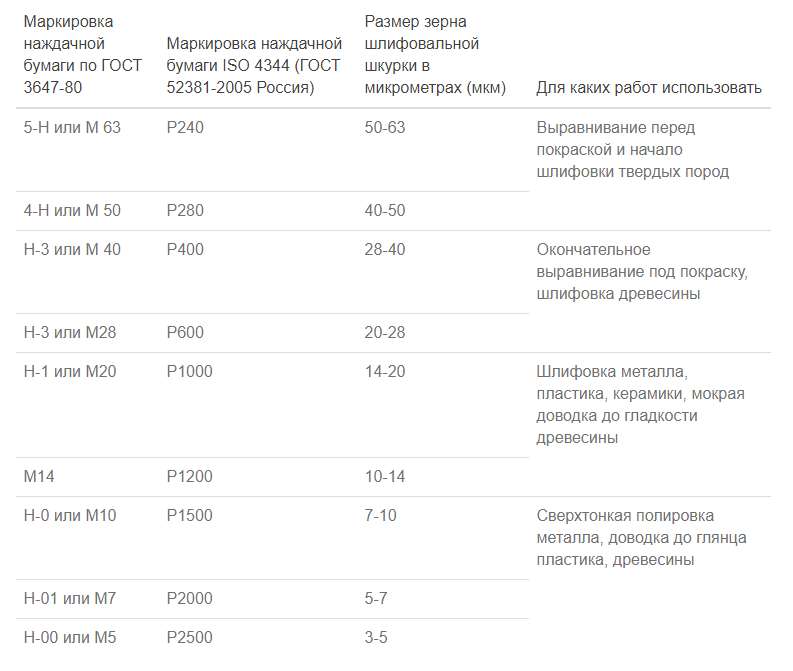
- При маркировке тонкодисперсной шлифовальной шкурки размер зернышек указывается в микрометрах, а после числа ставят буковку «М» (без дефиса). Пример: 14М. Это означает, что наибольшая зернистость наждачной бумаги 14 микрометров, но есть и поболее мелкое зерно размером до 10 мкм.
- По новенькому эталону (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Выходит здесь чем меньше число, тем больше зерно. Перед цифрой ставят буковку «Р».
Видите ли, уже достаточно запутано. Еще стоит сказать, что по старенькому эталону тонкодисперсный наждак может иметь двойное обозначение — с знаками М и Н — как в таблице. При этом, почаще в ходу были конкретно варианты в микронах. Потому самое мелкое зерно — 5М либо 00-Н — именуют нередко нулевкой. Это так как оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это заглавие.
Таблицы соответствия эталонам других государств
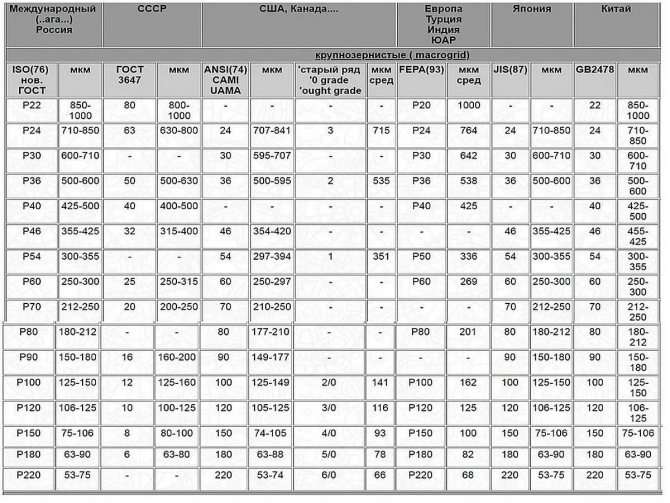
Как лицезреем, ситуация сложная. А еще есть Американский ANCI (США и Канада), Европейский FEPA либо другое его заглавие ISO 6344, Японский JIS и Китайский GB2478. При этом на рынке можно повстречать материал фактически из всех этих государств/частей света. Так что лучше иметь хоть какие-то данные. Более распространенные приведены в таблицах.
Таблица обозначения зернистости для различных эталонов: большое зерно
 Зернистость наждачной бумаги по эталонам различных государств: тонкодисперсная
Зернистость наждачной бумаги по эталонам различных государств: тонкодисперсная
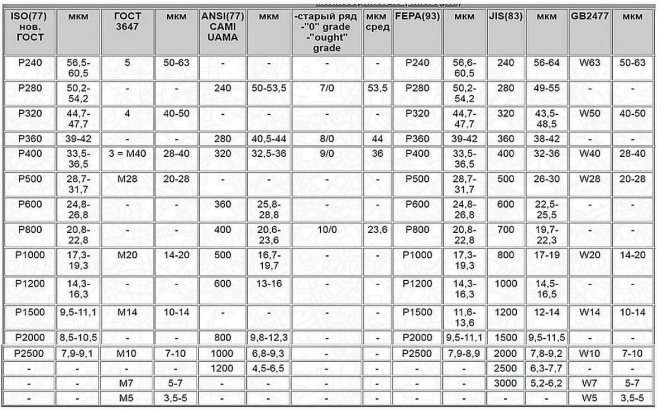
Направьте внимание, рядом с каждой колонкой прописаны размеры зернышек в микрометрах (мкм). Размеры отличаются. Для работы это быть может принципиально.
База шкурки
При изготовлении наждачной бумаги абразив накладывается на базу. База быть может сделана из разных материалов, всераспространенными из которых числятся бумага и ткань.
На картонной базе
Главную массу всех наждачных бумаг составляют шкурки на картонной базе. Бумага считается комфортным, дешевеньким, но недолговечным материалом. Насыщенная работа с наждачной бумагой безизбежно приведет к истиранию базы. Несколько продлевает срок службы особая пропитка, которую наносят на бумагу во время производства. Пропитка представляет собой разновидность полимера либо каучука. Обработанная бумага обладает завышенными прочностными и упругими качествами. К тому же, на пропитанную поверхность изрядно лучше ложится абразив.
На текстильной базе
Тканевая база изрядно прочнее картонной. На ткани делают шкурки, созданные для насыщенной эксплуатации в особых обрабатывающих станках. Ткань упруга, надежна и долговечна. Но цена таких наждачных бумаг несколько выше картонных. Соответственная пропитка дозволит сделать базу еще прочнее, также защитить от вредного воздействия воды.
Кроме тканевых и картонных основ есть комбинированные материалы. Они соединяют внутри себя наилучшие характеристики каждого материала и предпочтительны для большинства работ. На комбинированных основах создается большая часть крупнозернистых шкурок.
Время от времени в продаже можно повстречать шкурки на губчатой базе. Таковой подход очень комфортен, потому что позволяет длительно использовать бумагу в насыщенном режиме даже в критериях высочайшей запыленности либо влажности.

Области внедрения абразивных шкурок
Абразивные шкурки используются в неограниченном количестве разных работ. Главные области внедрения делятся зависимо от величины зерна абразива.
С большим зерном
Наждачка с большим зерном может применяться в случаях:
- снятия ржавчины и грубых поверхностных работ;
- первичная шлифовка древесной породы;
- снятие верхнего слоя наложеного покрытия;
- сглаживание неровностей штукатурки и др.
Грубая обработка считается главной задачей крупнозернистой наждачные бумаги.
С маленьким зерном
Тонкодисперсная абразивная шкурка применяется для:
- окончательное шлифование и полировка изделия;
- работа по отделке;
- полировка при помощи смазочных жидкостей и др.
Небольшой размер абразива позволяет убрать с поверхности самые маленькие загрязнения и выпуклости. Более комфортна обработка на последней стадии производства.
Зернистость шлифовальной шкурки

Зернистость шлифовальной шкурки
Способом систематизации наждачной бумаги является зернистость либо величина её абразивных частиц. Она же является главным ориентиром при выборе шлифовальной шкурки для выполнения разных работ.
Зернистость — условная числовая черта зернового состава шлифовального материала.
Размер шлифзерна и шлифпорошков обозначают как 0,1 размера стороны ячейки сита в свету в микрометрах, на котором задерживаются зерна основной фракции. Зернистость микрошлифпорошков обозначают по верхнему лимиту размера зернышек основной фракции.
Чем больше абразива располагается на единице площади, тем меньше размер крупинок. Соответственно, чем меньше абразива, тем больше кристалл.
Маркировка наждачной бумаги по зернистости
Маркировка шлифшкурки по зернистости регламентируется российским ГОСТ 3647 и ГОСТ 52381 и интернациональным эталонам FEPA P. Последнее обозначение почаще встречается на оборотной стороне изделия.
Необходимо подчеркнуть, что данные ГОСТа и значения интернациональных эталонов перекликаются меж собой.
Спецы белгородского абразивного завода разработали рекомендуемые соответствия зернистости по ГОСТ и FEPA P.
Условное соответствие зернистостей шлифовального зерна по ГОСТ 3647, ГОСТ 52381, FEPA P
Таблица 1.
| ГОСТ 3647, ГОСТ 52381 | FEPA P | ГОСТ 3647, ГОСТ 52381 | FEPA P |
| 100-Н | P20 | 6-Н | P180 |
| 80-Н | P24 | 5-Н | P220 |
| 63-Н | P30 | М63 | P240, P280 |
| 50-Н | P36 | 4-Н | P320 |
| 40-Н | P40 | М50 | Р320 |
| 32-Н | P50 | М40 | P360, Р400, P500 |
| 25-Н | P60 | М28 | P600, P800 |
| 20-Н | — | М20 | P1000, Р1200 |
| 16-Н | P80 | М14 | — |
| 12-Н | P100 | М10 | P1500 |
| 10-Н | P120 | М7 | P2000, P2500 |
| 8-Н | P150 | М5 | P3000 |
Условно можно выделить три категории зернистости шлифовальной шкурки:
- Крупнозернистая. Применяется при предварительный обработке материала и чистке его от краски и лака. У этой шкурки грубые и большие зерна. Крупнозернистое шлифовальное изделие используют, когда требуется не сгладить поверхность, а счистить верхний слой. Наждачная бумага оставляет на поверхности глубочайшие царапинки, дальше нужна следующая обработка наименее зернистой шкуркой. Номера зернистости от Р20 до Р80.
- Среднезернистая. Применяется в промежной обработке. Очищает и сглаживает поверхность. Обрабатываемая поверхность становится гладкой и ровненькой. Такая шлифовальная шкурка оставляет наименее глубочайшие царапинки, чем крупнозернистая. Номера от Р80 до Р180.
- Тонкодисперсная. Эту шкурку используют на последней стадии обработки для шлифовки поверхности перед покраской. К этой категории относится и наждачка нулевой зернистости, 0 либо нулевка. Номера от Р180 до Р3000.
Перечисленные выше категории зернистостей — это только обобщенная градация. При выборе шлифовального изделия важны другие характеристики, чтоб итог работ оправдал ожидания.
Зависимо от критерий внедрения инструмента нужно учитывать последующее:
- Выполняемые операции.
- Обрабатываемый материал и степень его обработки (шероховатость).
- Свойства оборудования и его состояние, условия внедрения. К последним относятся скорость резания и подачи материала, нагрузка.
- Нормы расхода изделий.
- Свойства изделия: выполнение, зернистость, геометрические размеры, конструктивные особенности.
Как подобрать зернистость шлифовальной шкурки
Спецы технологического отдела Белгородского абразивного отдела разработали советы по подбору шлифовального инструмента, зависимо от того, какой материал нужно обработать и какая выполняемая операция. С советами можно ознакомиться в Таблице 2.
Таблица 2.
| Выполняемая операция | Зернистость | Инструмент |
| Обработка плит МДФ, ДСП | ||
| калибрование | Р30, Р36, Р40, Р50 | ленты нескончаемые |
| промежуточное шлифование | Р50, Р60, Р80 | ленты нескончаемые |
| финальное шлифование | Р100, Р120, Р150 | ленты нескончаемые |
| Обработка деталей мебели и дверей из МДФ | ||
| предварительное шлифование перед грунтовкой | Р80, Р100, Р120 | самозакрепляющиеся изделия |
| шлифование после грунтовки | Р150, Р180, Р220, Р240 | самозакрепляющиеся изделия |
| шлифование после расцветки | Р320, Р400 | самозакрепляющиеся изделия |
| Обработка гипсоволокнистой и гипсостружечной плиты | ||
| шлифование | Р24, Р30, Р36, Р40, Р60, Р80, Р100 | ленты нескончаемые |
| Обработка мебельного щита и деталей мебели | ||
| калибрование | Р36, Р40, Р60, Р80 | ленты нескончаемые |
| промежуточное шлифование | Р100, Р120 | ленты нескончаемые |
| чистовое шлифование | Р150, Р180, Р220 | ленты нескончаемые |
| Обработка паркетной доски | ||
| калибрование | Р80 | ленты нескончаемые |
| промежуточное шлифование | Р120 | ленты нескончаемые |
| чистовое шлифование | Р150, Р180, Р220 | ленты нескончаемые |
| Обработка листового проката из стали | ||
| предварительное шлифование, снятие окалины | Р24, Р30, Р36, Р40, Р50, Р60 | ленты нескончаемые |
| промежуточное шлифование | Р80, Р100, Р120 | ленты нескончаемые |
| чистовая шлифовка | Р150, Р180, Р220 , Р240 | ленты нескончаемые |
| полировка | Р320, Р360, Р400, Р500, Р600, Р800, Р1000, Р1200 | ленты нескончаемые |
| Обработка труб из нержавейки | ||
| зачистка сварного шва | Р40, Р60, Р80, Р100, Р120 | ленты нескончаемые |
| предварительное шлифование, матирование | Р150, Р180, Р220, Р240 | ленты нескончаемые |
| шлифование | Р280, Р320,Р360, Р400 | ленты нескончаемые |
| чистовое шлифование/полирование | Р500, Р600, Р800, Р1000, Р1200 | ленты нескончаемые |
| Обработка труб из углеродистой стали | ||
| удаление окалины, ржавчины | Р40, Р60, Р80 | ленты нескончаемые |
| чистовое шлифование | Р100, Р120, Р150, Р180 | ленты нескончаемые |
| Обработка проволоки | ||
| шлифование | Р40, Р60, Р80, Р100, Р120, Р150 | ленты нескончаемые |
| Обработка мед инструментов, столовых устройств | ||
| предварительное шлифование, удаление заусенцев | Р60, Р80, Р100 | ленты нескончаемые |
| чистовое шлифование | Р100, Р120, Р150, Р180 | ленты нескончаемые |
| Обработка радиаторов и дюралевых деталей | ||
| предварительное шлифование, удаление заусенцев | Р40, Р60 | ленты нескончаемые |
| чистовое шлифование | Р80, Р100 | ленты нескончаемые |
| Общая металлообработка | ||
| предварительное шлифование | Р36, Р40, Р60 | круги лепестковые, диски шлифовальные самозакрепляющиеся |
| промежуточное шлифование | Р80, Р100, Р120 | круги лепестковые, диски шлифовальные самозакрепляющиеся |
| чистовое шлифование | Р150, Р180, Р220 | круги лепестковые, диски шлифовальные самозакрепляющиеся |
| полирование | Р240, Р320, Р360, Р400, Р500, Р600, Р800 | круги лепестковые, диски шлифовальные самозакрепляющиеся |
| Обработка лакокрасочных покрытий | ||
| подготовка металла к нанесению покрытия; снятие старенького покрытия, грубое выравнивание шпатлевки | Р40, Р60, Р80 | листы и диски шлифовальные самозакрепляющиеся |
| шлифование грубых царапок и рисок на поверхности подготавливаемого материала; предварительное шлифование, шпатлевки | Р100, Р120 | листы и диски шлифовальные самозакрепляющиеся |
| сглаживание рисок от предшествующего абразива, оканчивающее выравнивание; подготовка к нанесению наполняющего грунта; | Р120, Р150, Р180 | листы и диски шлифовальные самозакрепляющиеся |
| финальное шлифование шпатлевки | Р180 | листы и диски шлифовальные самозакрепляющиеся |
| подготовка поверхности к грунтованию | Р220, Р240, Р320 | листы и диски шлифовальные самозакрепляющиеся |
| грубое шлифование грунта | Р400 | листы и диски шлифовальные самозакрепляющиеся |
| финальное шлифование грунта | Р600, Р800 | листы и диски шлифовальные самозакрепляющиеся |
| шлифовка грунта при расцветке в черные тона | Р1000 | листы и диски шлифовальные самозакрепляющиеся |
| шлифовка после покраски, удаление изъянов ЛКП | Р1000, Р1200, Р1500 | листы и диски шлифовальные самозакрепляющиеся |
| шлифовка ЛКП после Р1500 либо сразу после покраски | Р2000, Р2500 | листы и диски шлифовальные самозакрепляющиеся |
В Таблице 2 приведены самые всераспространенные сферы внедрения наждачные бумаги.
Гибкий шлифинструмент интенсивно употребляется более чем в 50 секторах. Кроме дерева и металла, обрабатываемые материалы могут быть из камня, резины, кожи, стекла, пластмассы.
При подборе инструмента Вы сможете без помощи других обратиться к нашим рекомендованным таблицам, либо связаться со спецами отдела продаж ОАО “БАЗ” и получить подробную информацию по продукции.
Рекомендованные статьи:
Состав и область внедрения шлифовальной шкурки.
Шлифовальное зерно: виды, характеристики и применение.
Тип нанесения абразивного вещества
Свойства наждачной бумаги также зависят от того, как наносилось абразивное вещество на базу. Выделяют два типа нанесения. Для разных видов обработки будет лучше какой-то из них.
Полуоткрытая либо открытая насыпка
Наждачка с таким типом нанесения абразива характеризуется наличием больших зазоров меж частичками. Эти зазоры могут занимать 50% всей поверхности бумаги. Такая наждачная бумага применяется для обработки мягеньких материалов, которые не оставляют после себя комочков из снятого слоя.
Закрытая либо сплошная насыпка
Если же требуется обработать какой-нибудь жесткий материал, лучше использовать наждачку со сплошной насыпкой абразива. Отсутствие зазоров делают обработку комфортнее, а саму наждачную бумагу долговечнее.
Сплошная насыпка применяется для железных деталей, также полимеров либо керамики.
Наждачка для металла
Для металла идеальнее всего использовать наждачку с абразивом из карбида кремния. Этот материал считается достаточно крепким для обработки жесткой поверхности. Он просто управится с ржавчиной, старенькой краской либо просто загрязнениями.
Базу можно выбирать всякую, но лучше тормознуть на комбинированной. Завышенная крепкость и возможность пропитки разрешат подобрать всеприменимую шкурку для обработки.
Внимание! При выборе наждачной бумаги для металла, нужно убедиться в наличии числа «2» в маркировке. Это означает, что шкурка может употребляться для жестких материалов.
Маркировка наждачной бумаги
Маркировка наждачной бумаги — набор букв и цифр, в какой закодирована полная информация о типе базы, абразива, метода нанесения, состава и размеров зерна. Зернистость мы уже разглядели. Это параметр стоит в конце ряда букв и чисел. С ним как-никак понятно. А вообщем, маркировка наждачной бумаги показывает последующие данные (начиная с первого знака):
- из какого материала изготовлено зерно;
- база шкурки;
- связывающее, которым зерно приклеено к базе;
- методы нанесения зерна;
- тип базы (бумаги либо ткани);
- водоустойчивость (если неводостойкая, никакого значка нет);
- зернистость наждачной бумаги.
Маркировка шлифовальной шкурки
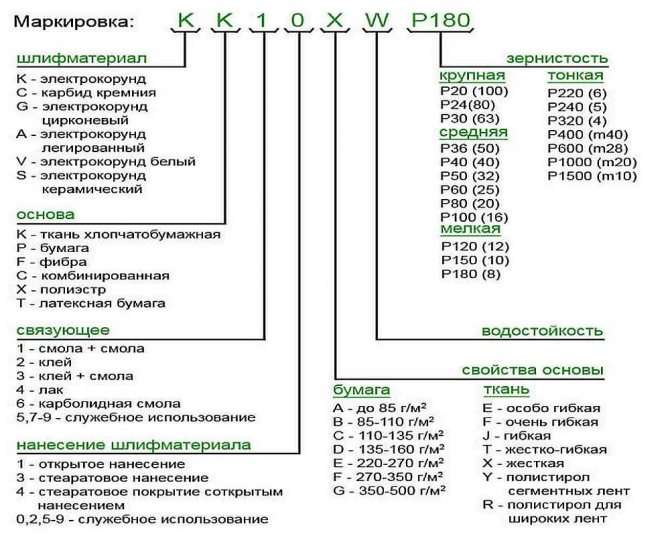
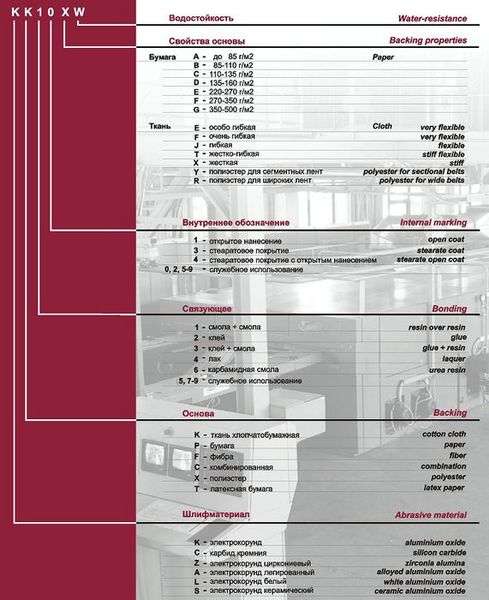
Давайте разбираться с остальными чертами, которые зашифрованы в маркировке. Буковкы здесь стоят латинские. Давайте для примера разберем, что означает последующая маркировка: KK19XW. Итак:
- 1-ая K — тип абразива — обычный электрокорунд;
- 2-ая K — база — хлопчатобумажная ткань;
- 1 — двухслойное нанесение связывающего (смола + смола).
- 9 — тип нанесения неясен;
- Х — тип текстиля — жесткий.
- W — обозначает то, что материал водостойкий.
Дальше должна стоять буковка P и числа, по которым определяется зернистость наждака.
Виды абразива
1-ая буковка в маркировке обозначает материал, из которого изготовлен абразив. Конкретно абразивный материал отвечает за то, сколько усилий нужно прилагать при обработке. Чем прочнее он, тем подольше можно работать одним кусочком шкурки. К огорчению, здесь справедливо правило — чем лучше, тем дороже.
- К — «нормальный» электрокорунд. Абразив имеет карий цвет (цвета могут быть различные). Часто встречающийся и относительно дешевый материал.
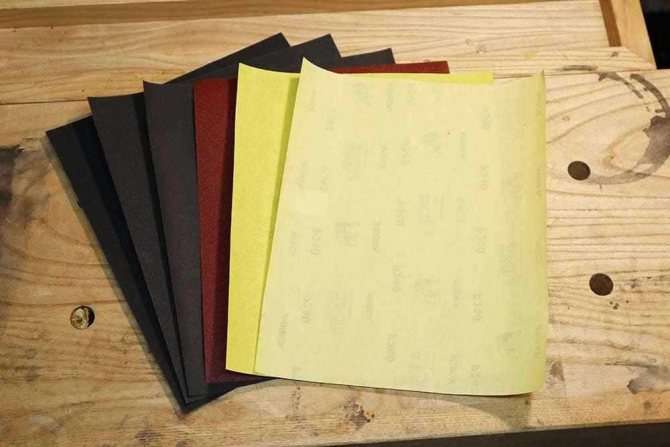
- C — карбид кремния. Очень крепкий материал. Долгое время не стирается и не достаточно забивается. Для обработки стекла и пластика, для финальной полировки металла. Разновидности наждачной бумаги. Они отличаются не только лишь размером зерна, да и материалом из которого это зерно изготовлено
- G — циркониевый электрокорунд. Имеет кирпично-красный цвет за счет добавки циркония. Отличается завышенной износостойкостью, но стоит дороже «обычного».
- A — легированный электрокорунд. Имеет добавку титана, что присваивает ему голубий цвет. Самый, пожалуй, крепкий. Рекомендован для шлифовки тяжело поддающихся обработке материалов.
- V — белоснежный электрокорунд. Отличается белоснежным цветом за счет огромного количества алюминия.
- S — глиняний электрокорунд.
Если смотря на фото, вы решили, что наждак подкрашен, то напрасно. Различные цвета ему присваивают разные добавки, используемые при изготовлении веществ для абразива. Другое дело, что в большинстве случаев мы лицезреем коричневую, сероватую либо серую шкурку для шлифовки. Они просто самые дешевенькие и более ходовые.
Виды базы
База шлифовальной шкурки — это материал, на который наклеен абразив. Этот материал определяет степень гибкости, устойчивость к деформациям. Также от базы зависит, для сухой либо увлажненной шлифовки можно использовать этот тип шкурки.
В маркировке вид базы зашифрован 2-ой буковкой.
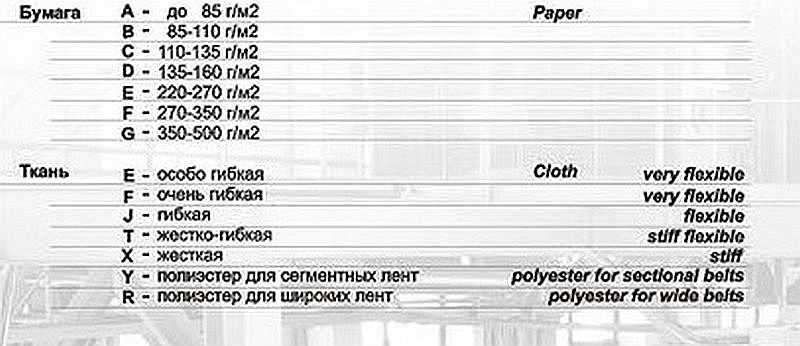
- Тканая база. Полотна ткутся из хлопковых и синтетических волокон: K — хлопковая ткань. Высочайшая крепкость, износостойкость, не опасается намокания. Из недочетов — может удлиняться во время работы. Для ленточных шлифмашин это плохо.
- X — текстиль из полиэстера. По сопоставлению с хлопком отличается большей износостойкостью. Идет на изготовка лент различной ширины. База уплотненная. Может немного растягиваться при заправке в шлифовальные машины и при всем этом долгое время не деформируется. Наждачная ткань — шкурка на тканой (текстильной) базе

- Y — синтетическая. Применяется в мебельной индустрии для шлифовки древесных щитов. Выдерживает очень огромные нагрузки.
- J — гибкая х/б ткань. Применяется для обработки малозначительного рельефа.
- JJ либо F — х/б ткань завышенной эластичности. Эти виды базы — для узеньких лент, для обработки глубочайшего рельефа. Очень отлично тянутся и гнутся.
- А — плотность 90 г/м?, В — 110 г/м?. Для мел
Если гласить об базе, то более дешевенький наждак на базе бумаги. Его обычно используют для ручной обработки либо закрепляют на ручном держаке. Для шлифмашин почаще берут тканую базу. А вот хлопок либо полиэстер — это уже на ваш выбор. Кому что больше нравится.
Связывающее
На третьей позиции в маркировке шлифовальной шкурки стоит цифра, которой закодирован метод закрепления абразива на базе. Используют клей либо синтетические смолы, их композиции. Клей отлично «сцепляется» с абразивом и основой. Однослойное нанесение связывающего (на маркировке цифра 2 в соответственной позиции) используют там, где наждак не подвергается сильной нагрузке.
Методы приклеивания абразива к базе. Применяется клей либо смола, их сочетания в разном порядке
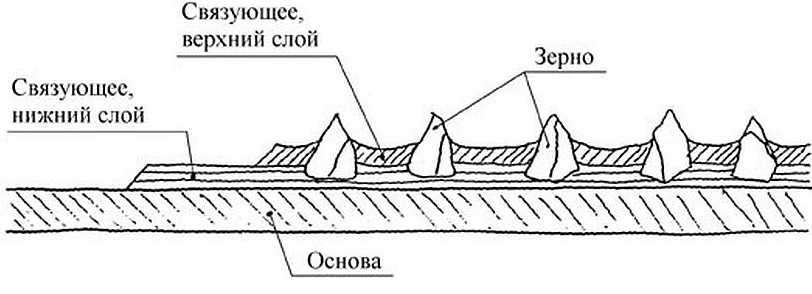
Для более крепкого удержания зернышек, поверх клея наливается 2-ой слой. В большинстве случаев это смола (фенольная либо неважно какая другая). Выходит связка — клей + смола (цифра 3 в маркировке). 2-ой слой связывающего делает наждак более устойчивым к истиранию.
Еще есть вариант — смола+смола (это 1 в шифровке). Другими словами, и 1-ый, и 2-ой слой делают из бакелитовой смолы. Цена такового варианта выше, что определило ее область использования — производства.
Метод нанесения и насыпки зерна
Есть два метода нанесения зерна на первичный слой связывающего: свободный и электростатический. При свободном, частички абразива просто насыпаются. Они лежат в свободном порядке, их направление случаем. При электростатическом методе засыпки зерна, бумагу пропускают через электронное поле. В итоге зерна имеют схожую ориентацию, что делает поверхность более шероховатой.
Накладывается абразив различными методами
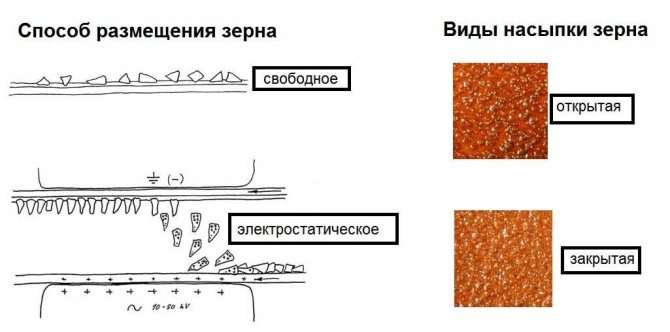
Не считая того, есть два типа насыпки зерна: открытая и закрытая. Отличаются они количеством частиц на единицу площади. При открытой засыпке острые куски размещены на расстоянии друг от друга, видна (открыта) база. Такая бумага хороша при работе с рыхловатыми материалами. К примеру, с древесной породой. Древесная пыль пробуждается, абразив не забивается.
Закрытая засыпка зерна на наждаке более уплотненная. Частички абразива лежат одна около другой, база фактически закрыта, не просматривается. Таковой тип шлифовальной шкурки неплох для жестких материалов (стали, к примеру).
Наждачка для дерева
Дерево считается более мягеньким материалом, потому и наждачную бумагу стоит подбирать по другому. Для обработки изделий из дерева используют абразив из:
- лимонка;
- керамики;
- окиси алюминия.
При этом каждый вид применяется на определенном шаге производства детали. Керамика употребляется во время формирования изделия, потому что обладает высочайшей твердостью и долговечностью. Гранат и окись алюминия употребляются на шаге покраски и выравнивания поверхности.
Для дерева выбирают крупнозернистую бумагу с видными зазорами меж частичками абразива. База быть может неважно какая и находится в зависимости от интенсивности использования.
Как найти зернистость наждачной бумаги
Зернистость наждачной бумаги представляет собой показатель того, сколько частиц абразива помещается на квадратный дюйм базы. Зернистость указывается в маркировке определенной наждачные бумаги. Выделяют три класса наждачной бумаги по показателю зернистости:
- большая (от 12 до 80);
- средняя (от 80 до 160);
- маленькая (от 160 частиц).
Большая наждачка употребляется для первичной обработки материалов, очисти поверхности от загрязнений и т.п. Тонкодисперсная употребляется дя полировки и маленькой чистки. Средняя считается всеприменимой и с равной толикой продуктивности может делать функции как большой, так и маленькой. Но эта продуктивность изрядно ниже. Идеальнее всего использовать такую шкурку для устранения царапок на поверхности.
Показатель зернистости
Основной показатель, который учитывается при выборе – это номер бумаги соответственный её абразивности. В номере обозначено количество абразивных частиц на квадратный дюйм материала. Чем большее количество абразивных крупинок помещается на единицу площади, тем они, соответственно мельче и применимы для более тонких операций. Зависимо от количества частиц на квадратный дюйм наждачка разделяется на три главных категории:
- Большая. Маркируется цифрами от 12 до 80. В главном применяется для предварительный обработки дерева, металла и других материалов, также для снятия лака, краски и ржавчины. При обработке оставляет глубочайшие борозды и просит предстоящей обработки наименее большой шкуркой.
- Средняя. Показатель абразивности в границах от 80 до 160. В главном применяется для обработки древесных деталей, доводки поверхностей после предварительный обработки.
- Маленькая. Количество абразивных частиц – от 160 до 1400 на квадратный дюйм. Применяется для финальной обработки поверхностей, шлифовки и полировки.
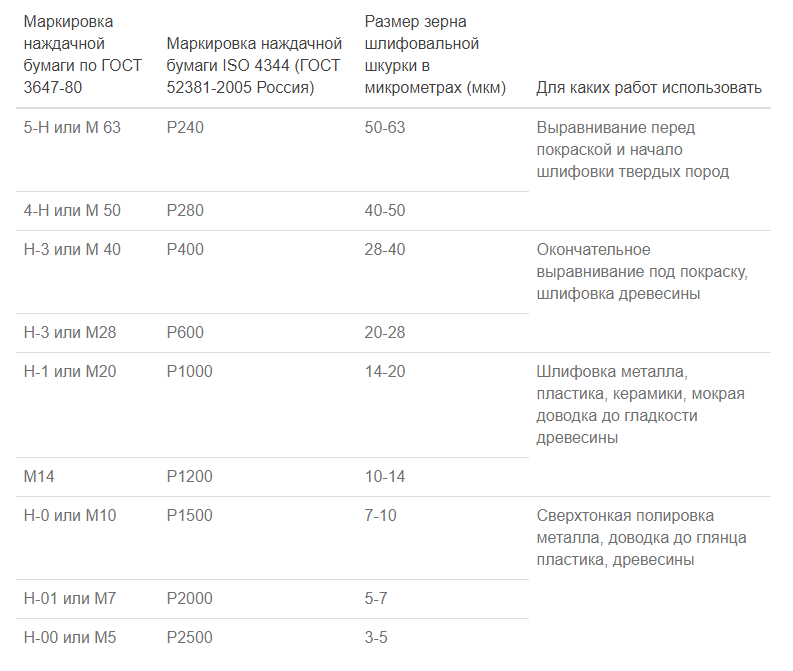
Приведенная ниже таблица зернистости наждачной бумаги позволяет более точно подобрать бумагу в согласовании с планируемыми работами.
Источник: vsamodelino.ru
Возможно интересно:
Смотрите также:





